Индукционный нагрев металла для автомастерской. Индукционный нагреватель металла. Индукционный нагреватель из сварочного инвертора: особенности
Индукционный нагрев (Induction Heating) - метод бесконтактного нагрева токами высокой частоты (англ. RFH - radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода.
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием - этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева - эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал - металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе - так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы - это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования - циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Современные твч-генераторы - это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
А) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания - заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается - это может привести к "разносу" генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка - дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности - схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот - напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока . Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор . Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- . Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу . Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.

На следующем фото показано, как работает индукционный нагреватель металла.

Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео .
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат . Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Совет! Если предполагается, что индукционная печь будет работать длительное время на большой мощности, то к трубке рекомендуется подвести водяное охлаждение.

Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока . Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита , на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.
Совет! Вместо стальной проволоки допускается использовать металлическую губку из нержавейки. Но перед покупкой их проверяют магнитом: если мочалка притягивается магнитом, то ее можно использовать в качестве нагревателя.

Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.

При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки . Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.

На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски , на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.

Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.

Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.

Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока . В данном случае – это видоизмененный инвертор.
- Элементы безопасности . В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны . Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос . Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления . Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.
Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Уникальность человека заключается в том, что он все время изобретает приборы и механизмы, которые в значительной степени облегчают труд в той или иной сфере трудовой или жизненной деятельности.
Для этого, как правило, применяются новейшие разработки в области науки.
Исключением не стал и индукционный нагрев. В последнее время принцип индукции получил широкое применение во многих сферах, к которым можно смело отнести:
- в металлургии индукционный нагрев используется для плавки металлов;
- в некоторых отраслях промышленности используются специальные печи быстрого разогрева, функционирование которых основано на принципе индукции;
- в бытовой сфере индукционные нагреватели можно использовать, например, для приготовления пищи, нагрева воды или отопления частного дома. (Об особенностях индукционного отопления Вы можете прочитать в ).
На сегодняшний день существует великое множество индукционных установок промышленного типа. Но это отнюдь не означает, что конструкция таких приборов очень сильно замысловатая.
Простейший индукционный нагреватель вполне возможно изготовить для бытовых нужд своими руками. В этой статье подробно поговорим об индукционном нагревателе, а также о различных способах его изготовления своими руками.
Виды
 Индукционные агрегаты для нагрева, которые конструируются своими руками, как правило, принято разделять на два основных вида:
Индукционные агрегаты для нагрева, которые конструируются своими руками, как правило, принято разделять на два основных вида:
- (сокращенно – ВИН), которые в основном используются для нагрева воды и обогрева жилища;
- обогреватели, в конструкции которых предусмотрено использование различных типов электронных деталей и узлов.
Вихревой индукционный нагреватель (ВИН) состоит из следующих конструктивных компонентов:
- устройство, которое преобразует обычную электроэнергию в высокочастотный ток;
- индуктор, являющийся своего рода трансформатором, который образовывает магнитное поле;
- теплообменник или нагревательный элемент, который расположен внутри индуктора.
Принцип функционирования ВИН заключается в следующих этапах:
Замечание специалиста: так как индукционная катушка считается самым важным элементом нагревателя этого вида, то к ее изготовлению нужно подойти достаточно щепетильно: медная проволока должна аккуратными витками наматываться на пластиковую трубу. Количество витков должно быть не менее 100.
Как видно из описания, конструкция ВИН достаточно не сложная, поэтому вихревой нагреватель смело можно сделать своими руками.
Как изготовить
Первый вариант.
 Электронная схема нагревателя. (Для увеличения нажмите) Достаточно простой и, в то же время, мощный индукционный нагреватель можно сконструировать на основе печатной платы, схема которой показана на рисунке.
Электронная схема нагревателя. (Для увеличения нажмите) Достаточно простой и, в то же время, мощный индукционный нагреватель можно сконструировать на основе печатной платы, схема которой показана на рисунке.
Особенностями этой схемы являются следующие важные моменты:
- Такая конструкция, по сути, представляет собой мультивибратор, который организован на транзисторах большой мощности.
- Важным элементом схемы является сопротивление, которое не будет давать возможности перегреваться транзисторам, что в целом скажется на эффективном функционировании всего индуктора.
- Непосредственно сам индуктор должен иметь вид своего рода спирали, и состоять из 6–8 витков медной проволоки
- Чтобы не особо задумываться над конструкцией регулятора напряжения, то его можно взять уже в готовом варианте из компьютерного блока питания.
Совет специалиста: так как индуктором будет выделяться сильное тепло, то, во избежание поломок, рекомендуется устанавливать транзисторы на специальные радиаторы.
Второй вариант.

 Этот способ устройства индукционного нагревателя основан на применении электронного трансформатора.
Этот способ устройства индукционного нагревателя основан на применении электронного трансформатора.
Суть его заключается в следующем:
- две трубы между собой соединяются с помощью сварки таким образом, чтобы в разрезе напоминали форму бублика (такая конфигурация будет одновременно служить как проводник и нагревательный элемент);
- медная проволока, при этом, непосредственно наматывается на корпус;
- для качественного движения теплоносителя в корпус ввариваются два патрубка, через один с которых вода будет заходить в нагреватель, а через другой будет подаваться в отопительную систему.
Таким образом, мы указали все возможные способы сборки индукционного нагревателя с применением электронных деталей. Надеемся, что наши советы и рекомендации станут для вас весьма познавательной информацией.
Смотрите видео, в котором опытный пользователь объясняет один из вариантов изготовления индукционного нагревателя своими руками:
Некоторое время назад купили в Китае пару индуктивных преобразователей с надеждой, что, несмотря на простоту конструкции и небольшое количество радиодеталей можно будет потом использовать это устройство в мастерской, например, как помощь при ослабление прикипевших болтов или для закалки небольших по размерам металлов. Как оказалось, 100 Вт мощности очень мало для данных целей, тем не менее устройство работает очень прилично и эффектно, не хуже чем .
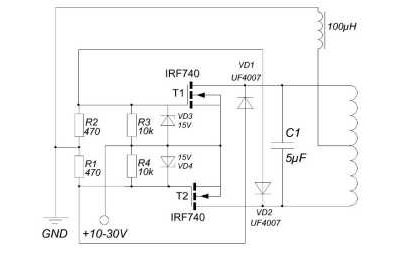
Принципиальная схема индукционного нагревателя
 1 вариант схемы
1 вариант схемы
 2 вариант схемы
2 вариант схемы
С первого взгляда на плату видно, что количество элементов ограничено необходимым минимумом. Схема состоит из двух моп-транзисторов, двух высокоскоростных диодов, двух индуктивностей, резисторов и резонансных элементов — то есть внешней катушки и большой емкости.

Перейдем к тестам схемы
При первых же испытаниях генератора, во время определения предела мощности, сгорели транзисторы. Пробовали сюда IRFR120, но из-за низкого максимального тока простояли они всего пару секунд. Затем пришёл черед IRFR2905 — это транзисторы низковольтные 50 А, с которыми нагреватель работал даже лучше, чем с оригинальными mosfet, где маркировка не видна совсем.

При подключении постоянного напряжения 12 В устройство потребляет около 1,8 А. При приближении металлического предмета к катушке ток начинает расти. В пике удалось достичь тока около 12 А что дает почти 150 Вт, то есть даже больше, чем заявляет производитель. Во время холостого хода идёт около 20 Вт потребляемой мощности и ничего не греется, что может свидетельствовать о правильности работы всей конструкции.

Для теста использовался простой трансформаторный блок питания. В ходе экспериментов проверили на нагрев три элемента: отвертка 6 мм, болт 8 мм, и тот же болт с двумя гайками.

Как стало видно, среднего размера отвертка может этим устройством нагреться до точки кипения в течение 2 минут. Это вполне достойный результат. Если мы сможем домашним способом закалить наконечник отвертки, то такой нагреватель будет полезен.

На разогрев болта до точки кипения необходимо около 3 минут — также хороший результат, учитывая простоту устройства.
Разогрев болта с двумя гайками потребовал 4 минуты — довольно долго. Вы можете использовать таким образом устройства для подогрева застрявшей гайки с целью ее откручивания, однако процесс будет долгий и неудобный. Кроме того, полностью её вставить внутрь катушки может не получиться, что значительно ухудшит эффективность этой операции.
Нагреватель индукционный стоил около 9 долларов, то есть меньше, чем 600 рублей. Это небольшая сумма как за устройство, которое в состоянии эффективно подогреть небольшие металлические предметы. Конечно, нельзя сравнивать этот нагреватель с более дорогими аналогичными девайсами за несколько тысяч рублей (что тоже есть в продаже на Али), но для домашних, любительских или даже небольших мастерских применений — вполне пригодится.
Самостоятельно сделать индукционной нагреватель можно, если грамотно подойти к этому процессу Индукционный нагрев – это современный способ термической обработки электропроводящих веществ и материалов, который имеет наиболее высокий коэффициент полезного действия среди существующих методов. Для более экономичной работы отопительных и бытовых приборов, сегодня, используют специальные индукционные нагреватели. Как работают индукционные устройства и как самостоятельно сделать аппарат индукционного нагрева – читайте ниже.
- Что такое индукционный нагрев: преимущества
- Вихревой индукционный нагреватель
- Схема индукционного нагревателя на основе печатной платы
- Простейший индукционный нагреватель своими руками
- Как сделать индукционный нагреватель своими руками: инструкция
- Индукционный нагреватель из сварочного инвертора: особенности
- Что такое индукционный нагреватель (видео)
Принцип индукционного нагрева основан на воздействии переменного тока на обмотку трансформатора и последующем возникновении электромагнитного поля. В результате возникновения магнитного поля, между магнитными и немагнитными деталями образуется электрический ток. Именно высокочастотными токами (ТВЧ) и происходит нагрев различных электропроводящих материалов.
 Преимущество индукционного нагревателя в том, что у него небольшой вес
Преимущество индукционного нагревателя в том, что у него небольшой вес
Индукционный нагрев имеет массу преимуществ:
- Устройство индукционного нагрева имеет небольшой вес, поэтому его легко можно использовать в бытовых целях;
- Индукционный нагрев идеально подходит для всех видов термической обработки металла, среди которых особой популярностью пользуется сварка, пайка, ковка;
- Высокочастотный нагрев может производиться в вакууме, защитном газе;
- С помощью индукции можно быстро и равномерно прогреть электропроводящие вещества, получить сверхчистые металлы.
Кроме того, такой способ нагрева является сверхэкономичный: он преобразовывается до 90% потребленной энергии в тепло (при том, что обычные электрические нагреватели имеют, в среднем, показатели в 45-50%).
Вихревой индукционный нагреватель
Благодаря экономической выгоде, сегодня, индукционный нагрев имеет широкое применение. Аппарат вихревого индукционного нагрева отлично подходит для помещений площадью до 60 кв. м, отапливать которые необходимо электричеством. Так, ВИН можно использовать для отопления частных домов, производственных и складских помещений, АЗС, автосервиса и других отдельно стоящих объектов.
 Достаточно популярным является вихревой индукционный нагреватель
Достаточно популярным является вихревой индукционный нагреватель
К основным преимуществам использования ВИН в качестве “сердца” отопительной системы можно отнести то, что:
- Нагрев происходит практически моментально, ведь тепло возникает непосредственно в детали;
- С годами установка работает с той же мощностью, ее производительность не снижается;
- В сравнении с обычными электрическими нагревательными элементами, индукционный вихревой аппарат экономит до 50% электроэнергии.
Именно поэтому сегодня, все больше, компаний по производству бытовой техники и производственных машин используют индукционный нагрев. Примером такого использования, помимо отопительных котлов, может служить индукционная электрическая печь. В пищевой промышленности используется ультразвуковой индукционный нагреватель. Для нагрева металлов в промышленности применяют инверторный индукционный аппарат, для плавки цветных металлов – плавильно-восстановительный агрегат, ковки железа и изготовления заготовок – индукционный электрический горн.
Схема индукционного нагревателя на основе печатной платы
Сделать ВИН можно и своими руками. Для того, чтобы правильно собрать вихревой аппарат индукционного нагрева, необходимо найти схему устройства. Наиболее простой является схема печатной платы, которая представляет собой прерыватель, работающий на высокомощных транзисторах.
Характерными отличиями такой схемы являются:
- Нагревательный индуктор (катушка) в виде спирали с 6-8 витками;
- Наличие регулятора напряжения (можно взять со старого компьютерного блока);
- Наличие сопротивления, защищающего транзисторы от перегрева.
 Перед тем как изготавливать индукционный нагреватель печатной платы, сперва следует ознакомиться с его схемой
Перед тем как изготавливать индукционный нагреватель печатной платы, сперва следует ознакомиться с его схемой
Транзисторы в нагревателе, собранном по такой схеме, рекомендуют устанавливать на специальные радиаторы: это позволит избежать перегрева устройства. По такой же схеме можно собрать индукторный водонагреватель.
Устройство вихревого индукционного нагревателя включает в себя:
- Катушку;
- Теплообменник;
- Клеммную коробку;
- Шкаф управления;
- Входной и выходной патрубки.
В основе такой схемы лежит резонансный принцип работы, происходящий в последовательном колебательном контуре. Магнитный поток между витками катушки замыкается по воздуху.
Чтобы собрать нагреватель для водяного отопления, проще всего будет использовать схему с трансформатором, состоящим из первичной и вторичной короткозамкнутых обмоток. Вода будет нагреваться, проходя по трубам внутри катушки и подаваться нагретой из выходного патрубка.
При этом, следует помнить, что в системах водяного отопления с ВИД необходимо использовать насос для принудительной циркуляции воды.
Если возможности установить проточный насос нет, то можно выбрать в качестве нагревательного элемента механический подогреватель для жидкого теплоносителя или прикрепить к стенке резервуара с теплоносителем обогреватель на постоянных магнитах.
Простейший индукционный нагреватель своими руками
Самый бюджетный индукционный генератор можно сделать, взяв трансформаторный магнитопровод. Достаточно мощное приспособление для индукционного нагрева можно собрать из электронного трансформатора, который представляет собой импульсный блок питания.
 Для того чтобы собрать простой индукционный нагреватель, необходимо подготовить инструменты для работы
Для того чтобы собрать простой индукционный нагреватель, необходимо подготовить инструменты для работы
Для того, чтобы собрать устройство необходимо:
- Спаять основной трансформатор из электрического;
- Изготовить индуктор на базе ферритовой чашки;
- Запаять концы проводов на место импульсного блока питания.
Такой нагреватель будет иметь КПД не менее 65%. Этого будет достаточно для того, чтобы собрать небольшую индукционную электрическую печь. Кроме того, с помощью такого приспособления можно будет быстро плавить провода с диаметром до 4 мм.
Как сделать индукционный нагреватель своими руками: инструкция
Аппарат индукционного нагрева можно сделать из инверторного источника тока сварочного аппарата. При этом, конструкцию можно упростить, поместив внутрь индукционной катушки прямую трубу. Она будет работать в качестве сердечника. Для того, чтобы сделать нагреватель вам понадобиться: полимерная труба диаметром 5 см; стальная проволока диаметром 0,6 см; медный провод на 3мм; строительная металлическая мелкоячеистая сетка.
 Перед тем как изготавливать индукционный нагреватель, можно дополнительно ознакомиться с подробной инструкцией
Перед тем как изготавливать индукционный нагреватель, можно дополнительно ознакомиться с подробной инструкцией
Приступаем к работе:
- Нарезаем катанку на отрезки длиной в 3-6 мм;
- Закрываем один конец трубы строительной сеткой;
- Засыпаем внутрь трубы отрезки проволоки;
- Закрываем сеткой второй конец трубы;
- Поверх трубы выполняем обмотку (витков должно быть не менее 85 и не более 95);
- Изолируем концы обмотки и присоединяем их к выходу одного из видов источника питания сварочной дуги.
Приспособление готово! Теперь, во время работы аппарата, катушка будет создавать электромагнитное поле и потоки вихревого тока. Это приведет к тому, что приспособление станет быстро нагреваться.
Индукционный нагреватель из сварочного инвертора: особенности
В обычном виде индукционные нагреватели, сделанные из сварочного инвертора, представляют повышенную опасность, ведь они не могут автономно контролировать температуру воды. Так, использование нагревателя в системах с теплоносителем может быть чревато короткими замыканиями и разрывом труб. Это может произойти из-за высокого гидравлического сопротивления в системе, которое возникает вследствие движения теплоносителя сквозь куски катанки. Поэтому, такие устройства требуют доработок.
 Практичным и качественным является индукционный нагреватель из сварочного инвертора
Практичным и качественным является индукционный нагреватель из сварочного инвертора
Чтобы избежать аварийных ситуаций, следует снабжать самодельный аппарат индукционного нагрева, сделанный из сварочного инвертора, устройствами аварийного отключения.
Для контроля нагрева можно применить терморегулятор с температурным датчиком температуры и реле, размыкающим цепь, когда температура теплоносителя достигнет установленных значений. Кроме того, избежать разрыва системы можно будет, прикрепив к нагревателю через тройник, с одной стороны, предохранительный клапан.
Опытные электрики говорят о том, что переделка одного из видов источников питания сварочной дуги в нагреватель не оправдана: тепловую мощность нагревателя будет ограничивать электрическая мощность инвертора.
Такого генератора тепла хватит на обогрев комнаты, площадь которой составляет не более 30 кв. м. Экономия средств, в этом случае, составит 30-50% (в зависимости от габаритов апартаментов). При этом, дорогостоящего сегодня сварочного аппарата вы лишитесь.
Что такое индукционный нагреватель (видео)
Индуктивный нагрев – это современный способ термической обработки электропроводящих веществ, который нашел широкое бытовое применение. Так, вихревые индукционные нагреватели отлично подходят для организации более экономичной и эффективной работы отопительной системы. Сделать индукционный генератор, при этом, можно сделать самостоятельно. Главное – учитывать рекомендации профессиональных электриков и выполнять все работы последовательно!







