Автомашин засварын газарт металлын индукц халаалт. Металл индукцийн халаагуур. Гагнуурын инвертерийн индукцийн халаагуур: онцлог шинж чанарууд
Индукцийн халаалт нь цахилгаан дамжуулагч материалыг өндөр давтамжийн гүйдлээр (eng. RFH - радио давтамжийн халаалт, радио давтамжийн долгионоор халаах) контактгүй халаах арга юм.
Аргын тайлбар.
Индукцийн халаалт нь хувьсах соронзон орны нөлөөгөөр өдөөгдсөн цахилгаан гүйдлээр материалыг халаах явдал юм. Тиймээс энэ нь дамжуулагч материалаас (дамжуулагч) хийсэн бүтээгдэхүүнийг индукторын соронзон орон (ээлж буй соронзон орны эх үүсвэр) халаах явдал юм. Индукцийн халаалтыг дараах байдлаар гүйцэтгэнэ. Цахилгаан дамжуулагч (металл, бал чулуу) ажлын хэсгийг нэг буюу хэд хэдэн эргэлттэй утас (ихэнхдээ зэс) гэж нэрлэгддэг индукторт байрлуулсан байдаг. Төрөл бүрийн давтамжийн хүчтэй гүйдэл (хэдэн арван Гц-ээс хэдэн МГц хүртэл) тусгай генератор ашиглан индукторт өдөөгддөг бөгөөд үүний үр дүнд индукторын эргэн тойронд цахилгаан соронзон орон үүсдэг. Цахилгаан соронзон орон нь ажлын хэсэг дэх эргүүлэг гүйдлийг өдөөдөг. Эдди гүйдэл нь Жоулийн дулааны нөлөөн дор ажлын хэсгийг халаана (Жоуль-Ленцийн хуулийг үзнэ үү).
Ороомог-хоосон систем нь ороомог нь анхдагч ороомог болох цөмгүй трансформатор юм. Ажлын хэсэг нь богино холболттой хоёрдогч ороомог юм. Ороомог хоорондын соронзон урсгал нь агаарт хаагддаг.
Өндөр давтамжтайгаар эргүүлэг гүйдэл нь тэдгээрийн үүсгэсэн соронзон орны нөлөөгөөр ажлын хэсгийн нимгэн гадаргуугийн давхаргад шилждэг Δ (гадаргуугийн нөлөө), үүний үр дүнд тэдгээрийн нягтрал огцом нэмэгдэж, ажлын хэсэг халдаг. Металлын доод давхаргууд нь дулаан дамжуулалтаас болж халдаг. Энэ нь гүйдэл биш харин гүйдлийн өндөр нягтрал чухал юм. Арьсны Δ давхаргад гүйдлийн нягт нь ажлын хэсгийн гадаргуу дээрх гүйдлийн нягттай харьцуулахад е дахин багасдаг бол арьсны давхаргад дулааны 86.4% (нийт ялгарах дулааны. Арьсны давхаргын гүнээс хамаарна.) цацрагийн давтамж дээр: давтамж өндөр байх тусам арьсны давхарга нимгэн болно Энэ нь мөн ажлын материалын харьцангуй соронзон нэвчилт μ-ээс хамаарна.
Кюри цэгээс доош температурт төмөр, кобальт, никель, соронзон хайлшийн хувьд μ нь хэдэн зуугаас хэдэн арван мянган хүртэлх утгатай байна. Бусад материалын хувьд (хайлмал, өнгөт металл, шингэн бага хайлдаг эвтектик, бал чулуу, электролит, цахилгаан дамжуулагч керамик гэх мэт) μ нь ойролцоогоор нэгтэй тэнцүү байна.
Жишээлбэл, 2 МГц давтамжтайгаар зэсийн хувьд арьсны гүн нь ойролцоогоор 0.25 мм, төмрийн хувьд ≈ 0.001 мм байна.
Ашиглалтын явцад индуктор нь өөрийн цацрагийг шингээдэг тул маш их халдаг. Үүнээс гадна халуун ажлын хэсгээс дулааны цацрагийг шингээдэг. Тэд усаар хөргөсөн зэс хоолойноос индуктор хийдэг. Усыг сорох замаар хангадаг - энэ нь ороомгийн шаталт эсвэл бусад даралт буурах тохиолдолд аюулгүй байдлыг хангана.
Хэрэглээ:
Металлыг контактгүй хайлуулах, гагнах, гагнах зэрэг маш цэвэрхэн.
Хайлшийн эх загварыг олж авах.
Машины эд ангиудыг гулзайлгах, дулааны боловсруулалт.
Үнэт эдлэлийн бизнес.
Галын дөл эсвэл нуман халаалтаас болж гэмтэх боломжтой жижиг хэсгүүдийг боловсруулах.
Гадаргуугийн хатуурал.
Нарийн төвөгтэй хэлбэрийн хэсгүүдийг хатууруулах, дулааны боловсруулалт.
Эмнэлгийн багаж хэрэгслийг халдваргүйжүүлэх.
Давуу тал.
Цахилгаан дамжуулагч аливаа материалыг өндөр хурдтай халаах эсвэл хайлуулах.
Хамгаалалтын хийн агаар мандал, исэлдүүлэгч (эсвэл багасгах) орчинд, дамжуулагч бус шингэн, вакуумд халаах боломжтой.
Шил, цемент, хуванцар, модоор хийсэн хамгаалалтын камерын ханаар халаах - эдгээр материалууд нь цахилгаан соронзон цацрагийг маш сул шингээж, суурилуулалтын явцад хүйтэн хэвээр байна. Зөвхөн цахилгаан дамжуулагч материалыг халаана - металл (хайлсан гэх мэт), нүүрстөрөгч, дамжуулагч керамик, электролит, шингэн металл гэх мэт.
Шинээр гарч ирж буй MHD хүчний улмаас шингэн металыг агаарт эсвэл хамгаалалтын хийд түдгэлзүүлэх хүртэл эрчимтэй холилддог - ийм байдлаар хэт цэвэр хайлшийг бага хэмжээгээр олж авдаг (цахилгаан хайлах, цахилгаан соронзон тигелд хайлах).
Халаалтыг цахилгаан соронзон цацрагийн тусламжтайгаар гүйцэтгэдэг тул хийн дөлөөр халаах үед бамбарын шаталтын бүтээгдэхүүн, нуман халаалттай үед электродын материалаар бэлдэцийг бохирдуулахгүй. Дээжийг инертийн хийн агаар мандалд байрлуулж, өндөр халах нь масштаб үүсэхээс сэргийлнэ.
Индукторын жижиг хэмжээтэй тул хэрэглэхэд хялбар.
Индукторыг тусгай хэлбэрээр хийж болно - энэ нь нарийн төвөгтэй тохиргооны хэсгүүдийг бүхэлд нь гадаргуу дээр жигд халаах, тэдгээрийн эвдрэл, орон нутгийн халаалтанд хүргэхгүй байх боломжийг олгоно.
Орон нутгийн болон сонгомол халаалтыг явуулахад хялбар байдаг.
Халаалт нь ажлын хэсгийн нимгэн дээд давхаргад хамгийн эрчимтэй явагддаг бөгөөд дулаан дамжилтын чанараас шалтгаалан доод давхарга нь илүү зөөлөн халдаг тул энэ арга нь эд ангиудын гадаргууг хатууруулахад тохиромжтой (цөм нь наалдамхай хэвээр байна).
Тоног төхөөрөмжийг хялбар автоматжуулах - халаах, хөргөх цикл, температурыг хянах, барих, хооллох, ажлын хэсгүүдийг зайлуулах.
Индукцийн халаалтын нэгжүүд:
300 кГц хүртэлх давтамжтай суурилуулалтанд IGBT угсралт эсвэл MOSFET транзистор дээрх инвертерүүдийг ашигладаг. Ийм суурилуулалт нь том хэсгүүдийг халаахад зориулагдсан. Жижиг хэсгүүдийг халаахын тулд өндөр давтамжийг ашигладаг (5 МГц хүртэл, дунд ба богино долгионы хүрээ), өндөр давтамжийн суурилуулалтыг электрон хоолой дээр суурилуулсан.
Мөн жижиг хэсгүүдийг халаахын тулд өндөр давтамжийн суурилуулалтыг 1.7 МГц хүртэлх давтамжтай ажиллах MOSFET транзистор дээр суурилуулсан. Өндөр давтамжийн транзисторыг хянах, хамгаалах нь тодорхой бэрхшээлтэй тулгардаг тул өндөр давтамжийн тохиргоо нь нэлээд үнэтэй хэвээр байна.
Жижиг хэсгүүдийг халаах индуктор нь жижиг хэмжээтэй, жижиг индукцтэй байдаг бөгөөд энэ нь бага давтамжтай ажиллах хэлбэлзлийн хэлхээний чанарын хүчин зүйл буурч, үр ашиг буурахад хүргэдэг бөгөөд мөн мастер осцилляторт аюул учруулдаг (чанарын хүчин зүйл). осцилляторын хэлхээ нь L / C-тэй пропорциональ, чанар муутай хүчин зүйлтэй хэлбэлзэх хэлхээ нь эрчим хүчээр хэт сайн "шахсан" ороомог дахь богино холболт үүсгэж, мастер осцилляторыг идэвхгүй болгодог). Тербеллийн хэлхээний чанарын хүчин зүйлийг нэмэгдүүлэхийн тулд хоёр аргыг ашигладаг.
- ашиглалтын давтамжийг нэмэгдүүлэх, энэ нь суурилуулалтын нарийн төвөгтэй байдал, өртөгт хүргэдэг;
- индуктор дахь ферросоронзон оруулга ашиглах; индукторыг ферросоронзон материалын хавтангаар наах.
Индуктор нь өндөр давтамжтай хамгийн үр дүнтэй ажилладаг тул индукцийн халаалт нь хүчирхэг генераторын чийдэнг боловсруулж, үйлдвэрлэж эхэлсний дараа үйлдвэрлэлийн хэрэглээг хүлээн авсан. Дэлхийн 1-р дайны өмнө индукцийн халаалт нь хязгаарлагдмал хэрэглээтэй байсан. Тухайн үед өндөр давтамжийн машин генераторууд (В.П. Вологдины бүтээлүүд) эсвэл оч ялгаруулдаг суурилуулалтыг генератор болгон ашигладаг байв.
Генераторын хэлхээ нь зарчмын хувьд ороомгийн ороомог хэлбэрээр ачаалал дээр ажилладаг, хангалттай хүч чадалтай ямар ч байж болно (мультивибратор, RC генератор, бие даасан өдөөлттэй генератор, янз бүрийн тайвшруулах генератор). Мөн хэлбэлзлийн давтамж хангалттай өндөр байх шаардлагатай.
Жишээлбэл, 4 мм-ийн диаметртэй ган утсыг хэдхэн секундын дотор "тайрах" тулд дор хаяж 300 кГц давтамжтай дор хаяж 2 кВт-ын хэлбэлзлийн хүч шаардлагатай.
Уг схемийг дараах шалгуурын дагуу сонгоно: найдвартай байдал; хэлбэлзлийн тогтвортой байдал; ажлын хэсэгт ялгарах хүчний тогтвортой байдал; үйлдвэрлэлийн хялбар байдал; суулгахад хялбар; зардлыг бууруулахын тулд эд ангиудын хамгийн бага тоо; нийт жин, хэмжээсийг бууруулдаг эд ангиудыг ашиглах гэх мэт.
Олон арван жилийн турш индуктив гурван цэгийн генераторыг өндөр давтамжийн хэлбэлзлийн генератор болгон ашиглаж ирсэн (Хартли генератор, автотрансформаторын эргэх холбоо бүхий генератор, индуктив хүрдний хүчдэл хуваагч дээр суурилсан хэлхээ). Энэ нь анодын өөрөө өдөөгдсөн зэрэгцээ цахилгаан тэжээлийн хэлхээ ба хэлбэлзлийн хэлхээнд хийсэн давтамж сонгох хэлхээ юм. Энэ нь лаборатори, үнэт эдлэлийн цех, үйлдвэрлэлийн аж ахуйн нэгж, түүнчлэн сонирхогчийн практикт амжилттай ашиглагдаж, ашиглагдаж байна. Жишээлбэл, Дэлхийн 2-р дайны үед ийм суурилуулалт дээр Т-34 танкийн булны гадаргууг хатууруулах ажлыг хийжээ.
Гурван цэгийн сул тал:
Бага үр ашиг (дэнлүүг ашиглах үед 40% -иас бага).
Кюри цэгээс (≈700С) дээш соронзон материалаар хийсэн бэлдэцийг халаах үед хүчтэй давтамжийн хазайлт (μ өөрчлөлт) нь арьсны давхаргын гүнийг өөрчилж, дулааны боловсруулалтын горимыг урьдчилан таамаглах аргагүй өөрчилдөг. Чухал хэсгүүдийг дулааны боловсруулалт хийх үед энэ нь хүлээн зөвшөөрөгдөхгүй байж болно. Түүнчлэн хүчирхэг RF-ийн суурилуулалт нь Россвязохранкултурагийн зөвшөөрөгдсөн нарийн давтамжийн хүрээнд ажиллах ёстой, учир нь хамгаалалт муутай бол тэдгээр нь үнэндээ радио дамжуулагч бөгөөд телевиз, радио нэвтрүүлэг, эрэг орчмын болон аврах үйлчилгээнд саад учруулж болзошгүй юм.
Хоосон зайг өөрчлөх үед (жишээлбэл, жижигээс том хүртэл) индуктор-хоосон системийн индукц өөрчлөгддөг бөгөөд энэ нь арьсны давхаргын давтамж, гүнийг өөрчлөхөд хүргэдэг.
Нэг эргэлттэй индукторыг олон эргэлттэй, том эсвэл жижиг болгон өөрчлөхөд давтамж нь бас өөрчлөгддөг.
Бабат, Лозинский болон бусад эрдэмтдийн удирдлаган дор илүү өндөр үр ашигтай (70% хүртэл) хоёр ба гурван хэлхээтэй генераторын хэлхээг боловсруулж, ажлын давтамжийг илүү сайн хадгалдаг. Тэдний үйл ажиллагааны зарчим нь дараах байдалтай байна. Хосолсон хэлхээг ашиглаж, тэдгээрийн хоорондын холболт суларсан тул ажлын хэлхээний индукцийн өөрчлөлт нь давтамжийг тохируулах хэлхээний давтамжийг хүчтэй өөрчлөхөд хүргэдэггүй. Радио дамжуулагчийг ижил зарчмын дагуу бүтээдэг.
Орчин үеийн өндөр давтамжийн генераторууд нь ихэвчлэн гүүр эсвэл хагас гүүрний схемийн дагуу хийгдсэн IGBT угсралт эсвэл хүчирхэг MOSFET транзистор дээр суурилсан инвертер юм. 500 кГц хүртэлх давтамжтайгаар ажиллана. Транзисторын хаалгыг микроконтроллерийн хяналтын системийг ашиглан нээдэг. Хяналтын систем нь даалгавраас хамааран автоматаар барих боломжийг танд олгоно
A) тогтмол давтамж
б) ажлын хэсэгт гарсан тогтмол хүч
в) хамгийн их үр ашиг.
Жишээлбэл, соронзон материалыг Кюри цэгээс дээш халаахад арьсны давхаргын зузаан огцом нэмэгдэж, одоогийн нягтрал буурч, ажлын хэсэг улам муудаж эхэлдэг. Материалын соронзон шинж чанар нь мөн алга болж, соронзлолтын урвуу үйл явц зогсдог - ажлын хэсэг улам муудаж, ачааллын эсэргүүцэл огцом буурч эхэлдэг - энэ нь генераторын "зай" болон түүний эвдрэлд хүргэж болзошгүй юм. Хяналтын систем нь Кюри цэгээр дамжин өнгөрөх шилжилтийг хянаж, ачаалал огцом буурах үед давтамжийг автоматаар нэмэгдүүлдэг (эсвэл хүчийг бууруулдаг).
Тайлбар.
Боломжтой бол индукторыг ажлын хэсэгт аль болох ойртуулна. Энэ нь ажлын хэсгийн ойролцоох цахилгаан соронзон орны нягтыг (зайны квадраттай пропорциональ) нэмэгдүүлэхээс гадна Cos (φ) хүчин чадлын коэффициентийг нэмэгдүүлдэг.
Давтамжийг нэмэгдүүлэх нь эрчим хүчний хүчин зүйлийг эрс багасгадаг (давтамжийн кубтай пропорциональ).
Соронзон материалыг халаах үед соронзлолын урвуу нөлөөгөөр нэмэлт дулаан ялгардаг бөгөөд Кюри цэг хүртэл халаах нь илүү үр дүнтэй байдаг.
Индукторыг тооцоолохдоо ороомог руу хүргэдэг дугуйны индукцийг харгалзан үзэх шаардлагатай бөгөөд энэ нь индукторын индукцаас хамаагүй их байж болно (хэрэв индуктор нь жижиг эргэлтийн нэг эргэлт хэлбэрээр хийгдсэн бол). диаметр эсвэл бүр эргэлтийн хэсэг - нум).
Осцилляцийн хэлхээнд резонансын хоёр тохиолдол байдаг: хүчдэлийн резонансын болон одоогийн резонансын.
Зэрэгцээ хэлбэлзлийн хэлхээ - гүйдлийн резонанс.
Энэ тохиолдолд ороомог ба конденсатор дээрх хүчдэл нь генераторын хүчдэлтэй ижил байна. Резонансын үед салаалсан цэгүүдийн хоорондох хэлхээний эсэргүүцэл хамгийн их болж, Rn ачааллын эсэргүүцэлээр дамжих гүйдэл (I нийт) хамгийн бага байх болно (I-1l ба I-2s хэлхээний доторх гүйдэл генераторын гүйдлээс их байна) .
Хамгийн тохиромжтой нь давталтын эсэргүүцэл нь хязгааргүй байдаг - хэлхээ нь эх үүсвэрээс гүйдэл авдаггүй. Генераторын давтамж резонансын давтамжаас аль ч чиглэлд өөрчлөгдөхөд хэлхээний эсэргүүцэл буурч, шугаман гүйдэл (Itotal) нэмэгддэг.
Цуврал хэлбэлзлийн хэлхээ - хүчдэлийн резонанс.
Цуврал резонансын хэлхээний гол онцлог нь резонансын үед түүний эсэргүүцэл хамгийн бага байдаг. (ZL + ZC - хамгийн бага). Давтамжийг резонансын давтамжаас дээш эсвэл доогуур утгаар тохируулах үед эсэргүүцэл нэмэгддэг.
Гаралт:
Резонансын зэрэгцээ хэлхээнд хэлхээний утаснуудаар дамжин өнгөрөх гүйдэл 0, хүчдэл нь хамгийн их байна.
Цуврал хэлхээнд эсрэгээр нь үнэн - хүчдэл нь тэг рүү чиглэдэг бөгөөд гүйдэл нь хамгийн их байдаг.
Уг нийтлэлийг http://dic.academic.ru/ сайтаас авч, "Проминдуктор" ХХК-аас уншигчдад илүү ойлгомжтой текст болгон дахин боловсруулжээ.
Халаалтын төхөөрөмжид уламжлалт халаалтын элементийн оронд индукцийн ороомог ашиглах нь цахилгаан бага зарцуулдаг нэгжийн үр ашгийг мэдэгдэхүйц нэмэгдүүлэх боломжтой болсон. Индукцийн халаагуурууд харьцангуй саяхан худалдаанд гарсан, үүнээс гадна нэлээд өндөр үнээр. Тиймээс гар урчууд энэ сэдвийг анхааралгүй орхисонгүй бөгөөд гагнуурын инвертерээс индукцийн халаагуур хэрхэн яаж хийхийг олж мэдэв.
Индукцийн халаагуур нь дараахь давуу талуудаас шалтгаалан өдөр бүр хэрэглэгчдийн дунд түгээмэл болж байна.
- өндөр үр ашигтай;
- нэгж бараг чимээгүй ажилладаг;
- индукцийн бойлер, халаагуур нь хийн төхөөрөмжтэй харьцуулахад хангалттай аюулгүй гэж тооцогддог;
- халаагч нь бүрэн автомат горимд ажилладаг;
- тоног төхөөрөмж байнгын засвар үйлчилгээ шаарддаггүй;
- төхөөрөмжийн битүүмжлэлийн улмаас алдагдлыг оруулаагүй болно;
- цахилгаан соронзон орны чичиргээний улмаас масштаб үүсэх боломжгүй болно.
Түүнчлэн, энэ төрлийн халаагчийн давуу талууд орно түүний дизайны энгийн байдалмөн төхөөрөмжийг өөрийн гараар угсрах материалын бэлэн байдал.
Индукцийн халаагуурын ажиллагааны схем
Индукторын төрлийн халаагуур нь дараах элементүүдийг агуулна.
- Одоогийн генератор. Энэхүү модулийн ачаар гэр ахуйн цахилгаан хангамжийн ээлжит гүйдэл нь өндөр давтамжтай болж хувирдаг.
- Индуктор. Энэ нь соронзон орон үүсгэхийн тулд ороомог болгон мушгисан зэс утсаар хийгдсэн.
- . Энэ нь ороомгийн дотор байрлуулсан металл хоолой юм.
Дээрх бүх элементүүд хоорондоо харилцан үйлчлэлцэж, дараах зарчмын дагуу ажиллана. Генераторын үүсгэсэн өндөр давтамжийн гүйдэл нь зэс дамжуулагчаар хийсэн ороомгийн ороомог руу тэжээгддэг. Өндөр давтамжийн гүйдлийг индуктор нь цахилгаан соронзон орон болгон хувиргадаг. Цаашилбал, ороомгийн дотор байрлах металл хоолой нь ороомог дахь эргэлтийн урсгалын нөлөөгөөр халдаг. Халаагуураар дамжин өнгөрөх хөргөлтийн шингэн (ус) нь дулааны энергийг авч, халаалтын системд шилжүүлдэг. Мөн хөргөлтийн бодис нь халаалтын элементийн хөргөлтийн үүрэг гүйцэтгэдэг бөгөөд энэ нь халаалтын зуухны "амьдралыг" уртасгадаг.
Доорх нь индукцийн халаагуурын цахилгаан диаграмм юм.

Дараах зураг нь индукцийн металл халаагуур хэрхэн ажилладагийг харуулж байна.

Чухал! Хэрэв та халсан хэсгийг индукторын хоёр эргэлтэнд хүрвэл транзисторууд тэр даруй шатах болно.
Системийг угсрах, суурилуулах
Индукторыг гагнуурын кабелийг холбох зориулалттай гагнуурын машины терминалуудтай холбож болохгүй. Хэрэв энэ нь хийгдсэн бол төхөөрөмж зүгээр л бүтэлгүйтэх болно. Инвертерийг индукцийн халаагууртай ажиллахад тохируулахын тулд төхөөрөмжийг нэлээд төвөгтэй өөрчлөх шаардлагатай бөгөөд энэ нь юуны түрүүнд радио электроникийн мэдлэг шаарддаг.
Товчхондоо, энэ өөрчлөлт нь иймэрхүү харагдаж байна: ороомог, тухайлбал түүний анхдагч ороомог нь индукцийн ороомгийн оронд инвертерийн өндөр давтамжийн хөрвүүлэгчийн дараа холбогдсон байх ёстой. Үүнээс гадна та диодын гүүрийг салгаж, конденсаторын нэгжийг гагнах хэрэгтэй болно.
Гагнуурын инвертерийг индукцийн халаагуурт хэрхэн хувиргах талаар энэ видеоноос олж болно.
Металл индукцийн зуух
Гагнуурын инвертерээс индукцийн халаагуур хийхийн тулд танд дараахь материал хэрэгтэй болно.
- инвертер гагнуурын машин. Хэрэв нэгж нь гүйдлийн жигд тохируулгын функцийг хэрэгжүүлбэл сайн.
- Зэс хоолойойролцоогоор 8 мм диаметртэй, 4-5 см диаметртэй ажлын хэсгийг 7 эргэлт хийхэд хангалттай урт. Үүнээс гадна эргэлт хийсний дараа 25 см урттай хоолойн чөлөөт үзүүрүүд үлдэх ёстой.
Зуухыг угсрахдаа доорх алхмуудыг дагана уу.
- Зэс хоолойноос ороомог ороох загвар болох 4-5 см диаметртэй ямар ч хэсгийг сонго. Энэ нь модон дугуй хэсэг, металл эсвэл хуванцар хоолой байж болно.
- Зэс хоолойг аваад нэг үзүүрийг нь алхаар бэхлээрэй.
- Хоолойг сайтар дүүргэ хуурай элснөгөө үзүүрийг нь бэхлээрэй. Элс нь хоолойг мушгих үед хагарахаас сэргийлнэ.
- Загварын эргэн тойронд хоолойг 7 удаа эргүүлж, дараа нь төгсгөлийг нь тасдаж, элсийг асга.
- Үүссэн ороомгийг хөрвүүлсэн инвертерт холбоно.
Зөвлөгөө! Хэрэв индукцийн зуух нь өндөр хүчин чадлаар удаан хугацаанд ажиллана гэж бодож байгаа бол хоолойд усан хөргөлт өгөхийг зөвлөж байна.

Индукцийн ус халаагч
Халаалтын зуухыг угсрахдаа дараахь бүтцийн элементүүд шаардлагатай болно.
- инвертер.Төхөөрөмжийг халаалтын зууханд шаардлагатай эрчим хүчээр сонгосон.
- зузаан ханын хоолой(хуванцар), та брэнд болно PN Түүний урт нь 40-50 см байх ёстой Хөргөлтийн шингэн (ус) түүгээр дамжин өнгөрөх болно. Хоолойн дотоод диаметр нь 5 см-ээс багагүй байх ёстой Энэ тохиолдолд гаднах диаметр нь 7.5 см, дотоод диаметр нь бага байвал бойлерийн гүйцэтгэл бага байх болно.
- төмөр утас. Та мөн 6-7 мм-ийн диаметртэй металл баар авч болно. Жижиг хэсгүүдийг (4-5 мм) утас эсвэл баарнаас таслав. Эдгээр сегментүүд нь индукторын дулаан солилцуур (гол) үүрэг гүйцэтгэнэ. Ган хэсгүүдийн оронд та жижиг диаметртэй бүх металл хоолой эсвэл ган шураг ашиглаж болно.
- Текстолит саваа эсвэл савааүүн дээр индукцийн ороомог ороох болно. Тектолит ашиглах нь хоолойг халсан ороомогоос хамгаалах болно, учир нь энэ материал нь өндөр температурт тэсвэртэй байдаг.
- Тусгаарлагч кабель 1.5 мм 2 хөндлөн огтлолтой, 10-10.5 метр урттай. Кабелийн тусгаарлагч нь фиброз, паалан, шилэн эсвэл асбест байх ёстой.
Зөвлөгөө! Ган утасны оронд зэвэрдэггүй ган металл хөвөн ашиглахыг зөвшөөрдөг. Гэхдээ худалдаж авахаасаа өмнө тэдгээрийг соронзоор шалгадаг: хэрэв угаалгын алчуур нь соронзоор татагддаг бол түүнийг халаагч болгон ашиглаж болно.

Индукцийн халаалтын зуухыг дараах алгоритмын дагуу угсарна. Дулаан солилцуурын орон сууцыг дээр дурдсан металл бүтээгдэхүүнээр дүүргэнэ. Биеийн үүрэг гүйцэтгэдэг хоолойн төгсгөлд халаалтын хэлхээний хоолойн диаметртэй тохирох гагнуурын адаптерууд.

Шаардлагатай бол булангуудыг адаптеруудад гагнах боломжтой. Мөн дагаж байна гагнуурын холбогч-америк. Тэдний ачаар халаагчийг задлах, засварлах эсвэл ердийн үзлэг хийхэд хялбар байх болно.

Дараагийн шатанд дулааны солилцооны орон сууцанд наалдах шаардлагатай текстолит туузуудүүн дээр ороомог ороох болно. Та мөн ижил текстолитоос 12-15 мм өндөртэй хос тавиур хийх хэрэгтэй. Тэд халаагуурыг хөрвүүлсэн инвертертэй холбох контактуудтай болно.

Тектолит туузан дээр ороомог ороомог. Эргэлтийн хооронд 3 мм-ээс багагүй зайтай байх ёстой. Ороомог нь дамжуулагчийн 90 эргэлтээс бүрдэх ёстой. Кабелийн төгсгөлийг өмнө нь бэлтгэсэн тавиур дээр бэхэлсэн байх ёстой.

Бүхэл бүтэн бүтэц нь аюулгүй байдлын үүднээс дулаалгын үүрэг гүйцэтгэнэ.Суултын яндангийн хувьд ороомогоос том диаметртэй хуванцар хоолой тохиромжтой. Хамгаалалтын бүрхүүлд цахилгаан кабелийн гаралтын хувьд 2 нүх гаргах шаардлагатай. Хоолойн төгсгөлд залгуурыг суурилуулж болох бөгөөд үүний дараа хоолойд нүх гаргах хэрэгтэй. Сүүлд нь дамжуулан бойлерыг халаалтын гол шугамд холбоно.
Чухал! Халаагчийг усаар дүүргэсний дараа л турших боломжтой. Хэрэв та үүнийг "хуурай" асаавал хуванцар хоолой хайлж, халаагуураа дахин угсрах шаардлагатай болно.

Холболтын схем нь дараах элементүүдээс бүрдэнэ.
- RF-ийн гүйдлийн эх үүсвэр. Энэ тохиолдолд энэ нь өөрчлөгдсөн инвертер юм.
- Аюулгүй байдлын элементүүд. Энэ бүлэгт термометр, аюулгүйн хавхлага, даралт хэмжигч гэх мэт багтаж болно.
- Бөмбөг хавхлага. Эдгээр нь системийг ус зайлуулах, усаар дүүргэх, мөн хэлхээний тодорхой хэсэгт усан хангамжийг хаахад ашиглагддаг.
- Эргэлтийн насос. Түүний ачаар ус халаалтын системээр дамжин өнгөрөх боломжтой болно.
- Шүүлтүүр.Энэ нь хөргөлтийн бодисыг механик хольцоос цэвэрлэхэд хэрэглэгддэг. Ус цэвэршүүлсний ачаар бүх тоног төхөөрөмжийн ашиглалтын хугацаа нэмэгддэг.
- Мембран хэлбэрийн өргөтгөх сав.Энэ нь усны дулааны тэлэлтийг нөхөхөд ашиглагддаг.
- Радиатор. Индукцийн халаалтын хувьд хөнгөн цагаан радиатор эсвэл хоёр металлын радиаторыг ашиглах нь дээр, учир нь тэдгээр нь жижиг хэмжээтэй дулаан дамжуулалт ихтэй байдаг.
- Хоолой,үүгээр дамжуулан та системийг дүүргэх эсвэл хөргөлтийн шингэнийг зайлуулах боломжтой.
Дээрх аргаас харахад индукцийн халаагуурыг өөрөө хийх боломжтой. Гэхдээ энэ нь дэлгүүрээс худалдаж авсанаас илүү дээр биш байх болно. Хэрэв та цахилгаан инженерийн чиглэлээр шаардлагатай мэдлэгтэй байсан ч гэсэн тусгай мэдрэгч эсвэл хяналтын нэгжээр тоноглогдоогүй тул ийм төхөөрөмжийг ажиллуулах нь хэр аюулгүй байх талаар бодох хэрэгтэй. Тиймээс үйлдвэрт үйлдвэрлэсэн бэлэн тоног төхөөрөмжид давуу эрх олгохыг зөвлөж байна.
Хүний өвөрмөц байдал нь хөдөлмөр, амьдралын үйл ажиллагааны тодорхой чиглэлээр ажлыг ихээхэн хөнгөвчлөх төхөөрөмж, механизмыг байнга зохион бүтээж байдагт оршдог.
Үүний тулд, дүрмээр бол шинжлэх ухааны салбарын хамгийн сүүлийн үеийн хөгжлийг ашигладаг.
Индукцийн халаалт нь үл хамаарах зүйл биш юм. Сүүлийн үед индукцийн зарчмыг олон салбарт өргөнөөр ашиглаж байгаа бөгөөд үүнийг дараахь байдлаар аюулгүйгээр холбож болно.
- металлургийн хувьд индукцийн халаалтыг металл хайлуулахад ашигладаг;
- зарим үйлдвэрүүдэд индукцийн зарчим дээр суурилсан тусгай хурдан халаалтын зуухыг ашигладаг;
- Гэрийн нөхцөлд индукцийн халаагуурыг жишээлбэл хоол хийх, ус халаах эсвэл хувийн байшинг халаахад ашиглаж болно. (Та индукцийн халаалтын онцлогуудын талаар уншиж болно).
Өнөөдрийг хүртэл үйлдвэрлэлийн төрлийн индукцийн олон төрлийн суурилуулалт байдаг. Гэхдээ энэ нь ийм төхөөрөмжийн загвар нь маш нарийн төвөгтэй гэсэн үг биш юм.
Хамгийн энгийн индукцийн халаагуур нь дотоодын хэрэгцээнд зориулж өөрийн гараар хийх боломжтой юм. Энэ нийтлэлд бид индукцийн халаагуур, түүнчлэн үүнийг өөрөө хийх янз бүрийн аргуудын талаар дэлгэрэнгүй ярих болно.
Төрлийн
 Өөрийнхөө гараар хийдэг индукцийн халаалтын төхөөрөмжийг ихэвчлэн хоёр үндсэн төрөлд хуваадаг.
Өөрийнхөө гараар хийдэг индукцийн халаалтын төхөөрөмжийг ихэвчлэн хоёр үндсэн төрөлд хуваадаг.
- (VIN гэж товчилсон), ус халаах, байшинг халаахад голчлон ашигладаг;
- халаагч, дизайн нь янз бүрийн төрлийн электрон эд анги, угсралтыг ашиглах боломжийг олгодог.
Эргэлтийн индукцийн халаагуур (VIN) нь дараахь бүтцийн бүрэлдэхүүн хэсгүүдээс бүрдэнэ.
- энгийн цахилгааныг өндөр давтамжийн гүйдэл болгон хувиргах төхөөрөмж;
- соронзон орон үүсгэдэг нэг төрлийн трансформатор болох индуктор;
- ороомгийн дотор байрлах дулаан солилцогч эсвэл халаалтын элемент.
VIN-ийн үйл ажиллагааны зарчим нь дараахь алхамуудаас бүрдэнэ.
Мэргэжилтний тэмдэглэл:Индукцийн ороомог нь энэ төрлийн халаагчийн хамгийн чухал элемент гэж тооцогддог тул түүнийг үйлдвэрлэхэд маш нухацтай хандах хэрэгтэй: зэс утсыг хуванцар хоолой дээр цэвэрхэн эргүүлэх ёстой. Эргэлтийн тоо дор хаяж 100 байх ёстой.
Тайлбараас харахад VIN-ийн загвар нь тийм ч төвөгтэй биш тул та өөрийн гараар эргүүлэг халаагуур хийж болно.
Яаж хийх вэ
Эхний сонголт.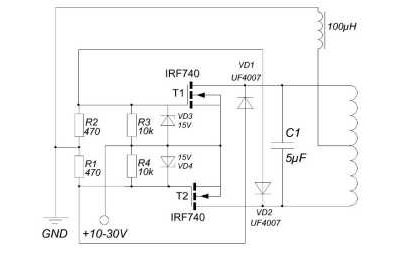 Халаагчийн электрон хэлхээ. (Томруулахын тулд товшино уу) Маш энгийн бөгөөд нэгэн зэрэг хүчирхэг индукцийн халаагуурыг диаграммыг зурагт үзүүлсэн хэвлэмэл хэлхээний самбар дээр үндэслэн хийж болно.
Халаагчийн электрон хэлхээ. (Томруулахын тулд товшино уу) Маш энгийн бөгөөд нэгэн зэрэг хүчирхэг индукцийн халаагуурыг диаграммыг зурагт үзүүлсэн хэвлэмэл хэлхээний самбар дээр үндэслэн хийж болно.
Энэхүү схемийн онцлог нь дараахь чухал зүйлүүд юм.
- Энэхүү загвар нь үнэндээ өндөр чадлын транзистор дээр зохион байгуулагдсан мультивибратор юм.
- Хэлхээний чухал элемент бол эсэргүүцэл бөгөөд энэ нь транзисторыг хэт халахыг зөвшөөрдөггүй бөгөөд энэ нь бүхэлдээ ороомгийн үр ашигтай ажиллагаанд нөлөөлдөг.
- Индуктор нь өөрөө спираль хэлбэртэй байх ёстой бөгөөд 6-8 эргэлтийн зэс утаснаас бүрдэх ёстой.
- Хүчдэл зохицуулагчийн дизайны талаар хэт их бодохгүй байхын тулд үүнийг компьютерийн тэжээлийн эх үүсвэрээс аль хэдийн бэлэн хувилбараар авч болно.
Мэргэжилтнүүдийн зөвлөгөө:Индуктор нь хүчтэй дулааныг үүсгэдэг тул эвдрэлээс зайлсхийхийн тулд тусгай радиаторууд дээр транзистор суурилуулахыг зөвлөж байна.
Хоёр дахь сонголт.
 Индукцийн халаагуурыг зохион байгуулах энэ арга нь электрон трансформаторыг ашиглахад суурилдаг.
Индукцийн халаагуурыг зохион байгуулах энэ арга нь электрон трансформаторыг ашиглахад суурилдаг.
Үүний мөн чанар нь дараах байдалтай байна.
- хоёр хоолойг гагнуураар холбосон бөгөөд тэдгээр нь хэсэг дэх пончик хэлбэртэй төстэй (энэ тохиргоо нь нэгэн зэрэг дамжуулагч ба халаалтын элементийн үүрэг гүйцэтгэнэ);
- зэс утсыг нэгэн зэрэг биед шууд ороосон;
- хөргөлтийн шингэний өндөр чанартай хөдөлгөөнийг хийхийн тулд биед хоёр хоолойг гагнаж, нэгээр нь ус халаагч руу орж, нөгөөгөөр нь халаалтын системд нийлүүлнэ.
Тиймээс бид электрон эд ангиудыг ашиглан индукцийн халаагуур угсрах бүх арга замыг зааж өгсөн. Бидний зөвлөмж, зөвлөмжүүд танд маш их мэдээлэл өгөх болно гэж найдаж байна.
Туршлагатай хэрэглэгч өөрийн гараар индукцийн халаагуур хийх сонголтуудын аль нэгийг тайлбарласан видеог үзээрэй.
Хэсэг хугацааны өмнө бид Хятадаас хос индуктив хувиргагч худалдаж авсан бөгөөд дизайны энгийн байдал, цөөн тооны радио бүрэлдэхүүн хэсгүүдийг үл харгалзан энэ төхөөрөмжийг цехэд, жишээлбэл, гацсан хэсгийг суллахад туслах хэрэгсэл болгон ашиглаж болно гэж найдаж байсан. боолт эсвэл жижиг металлыг хатууруулах зориулалттай. 100 Вт хүч нь эдгээр зорилгоор маш бага байсан ч төхөөрөмж нь маш сайн, үр дүнтэй ажилладаг, үүнээс ч муу зүйл байхгүй.
Индукцийн халаагуурын бүдүүвч диаграм
 1 схемийн сонголт
1 схемийн сонголт  2 схемийн сонголт
2 схемийн сонголт Эхлээд харахад самбар нь элементүүдийн тоо нь шаардлагатай хамгийн бага хэмжээгээр хязгаарлагддаг болохыг харуулж байна. Уг хэлхээ нь хоёр MOSFET, хоёр өндөр хурдны диод, хоёр индуктор, резистор ба резонансын элементүүдээс бүрдэнэ - өөрөөр хэлбэл гадаад ороомог ба том багтаамж.

Хэлхээний туршилтууд руу шилжье
Генераторын анхны туршилтын үеэр тэжээлийн хязгаарыг тодорхойлох явцад транзисторууд шатсан. Бид энд IRFR120-ийг туршиж үзсэн боловч хамгийн их гүйдэл бага байсан тул тэд хэдхэн секундын турш зогссон. Дараа нь IRFR2905-ийн ээлж ирэв - эдгээр нь бага хүчдэлийн 50 А транзисторууд бөгөөд тэдгээрийн тусламжтайгаар халаагч нь анхны mosfet-ээс илүү сайн ажилласан бөгөөд тэмдэглэгээ нь огт харагдахгүй байна.

12 В-ийн тогтмол хүчдэлд холбогдсон үед төхөөрөмж нь ойролцоогоор 1.8 А зарцуулдаг. Металл объект ороомог руу ойртох үед гүйдэл нэмэгдэж эхэлдэг. Оргил үед 12 А орчим гүйдэлд хүрэх боломжтой байсан бөгөөд энэ нь бараг 150 Вт өгдөг, өөрөөр хэлбэл үйлдвэрлэгчийн мэдэгдсэнээс ч илүү юм. Сул зогсолтын үед ойролцоогоор 20 Вт эрчим хүч зарцуулдаг бөгөөд юу ч халаахгүй бөгөөд энэ нь бүхэл бүтэн бүтэц зөв ажиллаж байгааг илтгэнэ.

Туршилтын хувьд энгийн трансформаторын тэжээлийн хангамжийг ашигласан. Туршилтын явцад гурван элементийг халаахад туршиж үзсэн: 6 мм-ийн халив, 8 мм-ийн боолт, хоёр самартай ижил боолт.

Таны харж байгаагаар дунд оврын халивыг энэ төхөөрөмжөөр 2 минутын дотор буцалгах хүртэл халааж болно. Энэ бол нэлээд зохистой үр дүн юм. Хэрэв бид халивын үзүүрийг гэртээ хатууруулж чадвал ийм халаагуур ашигтай байх болно.

Боолтыг буцалгах цэг хүртэл халаахад ойролцоогоор 3 минут шаардагдана - энэ нь төхөөрөмжийн энгийн байдлыг харгалзан сайн үр дүн юм.
Хоёр самартай боолтыг халаахад 4 минут зарцуулсан - нэлээд удаан хугацаа. Та гацсан самарыг задлахын тулд ийм төхөөрөмжийг халааж болно, гэхдээ процесс нь урт бөгөөд тохиромжгүй байх болно. Үүнээс гадна ороомог дотор бүрэн оруулах боломжгүй байж магадгүй бөгөөд энэ нь энэ үйл ажиллагааны үр нөлөөг ихээхэн доройтуулна.
Индукцийн халаагуур нь ойролцоогоор 9 доллар, өөрөөр хэлбэл 600 рубльээс бага үнэтэй. Энэ нь жижиг металл объектыг үр дүнтэй халаах чадвартай төхөөрөмжийн хувьд бага хэмжээ юм. Мэдээжийн хэрэг, энэ халаагуурыг хэд хэдэн мянган рублийн үнэтэй ижил төстэй төхөөрөмжтэй харьцуулах боломжгүй (энэ нь Али дээр зарагддаг), гэхдээ гэрийн, сонирхогч, тэр ч байтугай жижиг цехийн хэрэглээнд энэ нь маш ашигтай байдаг.
Хэрэв та энэ процесст зөв хандвал индукцийн халаагуурыг өөрөө хийж болноИндукцийн халаалт нь цахилгаан дамжуулагч бодис, материалыг дулаанаар боловсруулах орчин үеийн арга бөгөөд одоо байгаа аргуудаас хамгийн өндөр үр ашигтай байдаг. Халаалт, гэр ахуйн цахилгаан хэрэгслийг илүү хэмнэлттэй ажиллуулахын тулд өнөөдөр тусгай индукцийн халаагуур ашиглаж байна. Индукцийн төхөөрөмж хэрхэн ажилладаг, индукцийн халаалтын төхөөрөмжийг өөрөө хэрхэн хийх талаар доороос уншина уу.
- Индукцийн халаалт гэж юу вэ: ашиг тус
- Vortex индукцийн халаагуур
- Хэвлэмэл хэлхээний самбар дээр суурилсан индукцийн халаагуурын схем
- Өөрөө хийх хамгийн энгийн индукцийн халаагуур
- Индукцийн халаагуурыг өөрийн гараар хэрхэн яаж хийх вэ: заавар
- Гагнуурын инвертерийн индукцийн халаагуур: онцлог шинж чанарууд
- Индукцийн халаагуур гэж юу вэ (видео)
Индукцийн халаалтын зарчим нь трансформаторын ороомог дээрх хувьсах гүйдлийн үйлчлэл, дараа нь цахилгаан соронзон орон үүсэхэд суурилдаг. Соронзон орон үүссэний үр дүнд соронзон болон соронзон бус хэсгүүдийн хооронд цахилгаан гүйдэл үүсдэг. Энэ нь янз бүрийн цахилгаан дамжуулагч материалыг халаадаг өндөр давтамжийн гүйдэл (HF) юм.
 Индукцийн халаагуурын давуу тал нь жин багатай байдаг.
Индукцийн халаагуурын давуу тал нь жин багатай байдаг.
Индукцийн халаалт нь олон давуу талтай:
- Индукцийн халаалтын төхөөрөмж нь хөнгөн жинтэй тул ахуйн зориулалтаар ашиглахад хялбар байдаг;
- Индукцийн халаалт нь бүх төрлийн металлын дулааны боловсруулалтанд тохиромжтой бөгөөд үүнд гагнуур, гагнах, хуурамчаар үйлдэх нь ялангуяа түгээмэл байдаг;
- Өндөр давтамжийн халаалтыг вакуум, хамгаалалтын хийд хийж болно;
- Индукцийн тусламжтайгаар цахилгаан дамжуулагч бодисыг хурдан, жигд халаах, хэт цэвэр металл авах боломжтой.
Үүнээс гадна халаалтын энэ арга нь хэт хэмнэлттэй байдаг: хэрэглэсэн эрчим хүчний 90 хүртэлх хувийг дулаан болгон хувиргадаг (ердийн цахилгаан халаагуур нь дунджаар 45-50% байдаг).
Vortex индукцийн халаагуур
Эдийн засгийн үр ашгийн улмаас өнөөдөр индукцийн халаалт нь өргөн хүрээний хэрэглээтэй байдаг. Хуйвалдааны индукцийн халаалтын төхөөрөмж нь 60 квадрат метр талбайтай өрөөнд төгс тохирно. м, цахилгаанаар халаах шаардлагатай. Тиймээс VIN-ийг хувийн байшин, үйлдвэрлэл, агуулах, шатахуун түгээх станц, автомашины үйлчилгээний төв болон бусад тусдаа байгууламжийг халаахад ашиглаж болно.
 Маш алдартай бол эргүүлэгтэй индукцийн халаагуур юм.
Маш алдартай бол эргүүлэгтэй индукцийн халаагуур юм.
VIN кодыг халаалтын системийн "зүрх" болгон ашиглахын гол давуу талууд нь дараахь зүйлийг агуулдаг.
- Халаалт нь тухайн хэсэгт шууд үүсдэг тул халаалт бараг тэр даруй тохиолддог;
- Олон жилийн туршид угсралт нь ижил хүчээр ажилладаг бөгөөд гүйцэтгэл нь буурдаггүй;
- Уламжлалт цахилгаан халаалтын элементүүдтэй харьцуулахад индукцийн эргүүлэг төхөөрөмж нь цахилгаан эрчим хүчийг 50% хэмнэдэг.
Тийм ч учраас өнөөдөр гэр ахуйн цахилгаан хэрэгсэл, үйлдвэрлэлийн машин үйлдвэрлэх олон компаниуд индукцийн халаалтыг ашиглаж байна. Ийм хэрэглээний жишээ бол халаалтын зуухнаас гадна индукцийн цахилгаан зуух юм. Хүнсний үйлдвэр нь хэт авианы индукц халаагчийг ашигладаг. Аж үйлдвэрт инвертерийн индукцийн аппаратыг металыг халаахад, хайлуулах, багасгах төхөөрөмжийг өнгөт металл хайлуулахад, индукцийн цахилгаан зуухыг төмрийг хуурамчаар үйлдэх, хоосон зай гаргахад ашигладаг.
Хэвлэмэл хэлхээний самбар дээр суурилсан индукцийн халаагуурын схем
Та өөрийн гараар VIN хийж болно. Индукцийн халаагуурын эргүүлэг төхөөрөмжийг зөв угсрахын тулд төхөөрөмжийн диаграммыг олох шаардлагатай. Хамгийн энгийн нь хэвлэмэл хэлхээний самбарын хэлхээ бөгөөд энэ нь өндөр чадлын транзистор дээр ажилладаг chopper юм.
Энэ схемийн онцлох шинж чанарууд нь:
- 6-8 эргэлттэй спираль хэлбэртэй халаалтын индуктор (ороомог);
- Хүчдэл зохицуулагч байгаа эсэх (та үүнийг хуучин компьютерийн нэгжээс авч болно);
- Транзисторыг хэт халалтаас хамгаалдаг эсэргүүцэл байгаа эсэх.
 Хэвлэмэл хэлхээний самбарт индукцийн халаагуур хийхээсээ өмнө эхлээд түүний диаграммтай танилцах хэрэгтэй.
Хэвлэмэл хэлхээний самбарт индукцийн халаагуур хийхээсээ өмнө эхлээд түүний диаграммтай танилцах хэрэгтэй.
Энэ схемийн дагуу угсарсан халаагуурт транзисторыг тусгай радиаторуудад суурилуулахыг зөвлөж байна: энэ нь төхөөрөмжийг хэт халалтаас зайлсхийх болно. Үүнтэй ижил схемийн дагуу та индукцийн ус халаагчийг угсарч болно.
Эргэлтийн индукцийн халаагуурын төхөөрөмж нь дараахь зүйлийг агуулна.
- ороомог;
- Дулаан солилцогч;
- терминал хайрцаг;
- хяналтын кабинет;
- Оролтын болон гаралтын хоолой.
Ийм схем нь цуврал хэлбэлзлийн хэлхээнд тохиолддог резонансын үйл ажиллагааны зарчим дээр суурилдаг. Ороомгийн эргэлтүүдийн хоорондох соронзон урсгал нь агаарт хаалттай байдаг.
Усан халаагуурыг угсрахдаа анхдагч ба хоёрдогч богино холболттой ороомогоос бүрдсэн трансформатор бүхий хэлхээг ашиглах нь хамгийн хялбар байх болно. Усыг халааж, ороомог доторх хоолойгоор дамжуулж, гаралтын хэсгээс халааж нийлүүлнэ.
Үүний зэрэгцээ VID бүхий ус халаах системд усыг албадан эргэлтэнд оруулах насос ашиглах шаардлагатай гэдгийг санах нь зүйтэй.
Хэрэв урсгалын насос суурилуулах боломжгүй бол шингэн дулааны тээвэрлэгчийн механик халаагуурыг халаах элемент болгон сонгох эсвэл дулаан зөөгчтэй савны хананд байнгын соронзтой халаагуур бэхлэх боломжтой.
Өөрөө хийх хамгийн энгийн индукцийн халаагуур
Трансформаторын соронзон хэлхээг авах замаар хамгийн төсвийн индукцийн генераторыг хийж болно. Индукцийн халаалтанд хангалттай хүчирхэг төхөөрөмжийг цахилгаан сэлгэн залгах цахилгаан хангамж болох электрон трансформатороос угсарч болно.
 Энгийн индукцийн халаагуур угсрахын тулд та ажлын багаж хэрэгслийг бэлтгэх хэрэгтэй.
Энгийн индукцийн халаагуур угсрахын тулд та ажлын багаж хэрэгслийг бэлтгэх хэрэгтэй.
Төхөөрөмжийг угсрахын тулд танд дараахь зүйлс хэрэгтэй болно.
- Үндсэн трансформаторыг цахилгаанаас гагнах;
- Феррит аяганд тулгуурлан индуктор хийх;
- Шилжүүлэгч тэжээлийн эх үүсвэрийн оронд утаснуудын үзүүрийг гагнах.
Ийм халаагуур нь хамгийн багадаа 65% -ийн үр ашигтай байх болно. Энэ нь жижиг индукцийн цахилгаан зуухыг угсрахад хангалттай байх болно. Үүнээс гадна ийм төхөөрөмжийн тусламжтайгаар 4 мм хүртэл диаметртэй утсыг хурдан хайлуулах боломжтой болно.
Индукцийн халаагуурыг өөрийн гараар хэрхэн яаж хийх вэ: заавар
Индукцийн халаалтын төхөөрөмжийг гагнуурын машины инвертер тэжээлийн эх үүсвэрээс хийж болно. Үүний зэрэгцээ индукцийн ороомог дотор шулуун хоолойг байрлуулснаар дизайныг хялбаршуулж болно. Тэр үндсэн үүрэг гүйцэтгэх болно. Халаагуур хийхийн тулд танд хэрэгтэй болно: 5 см-ийн диаметртэй полимер хоолой; 0.6 см диаметртэй ган утас; зэс утас 3 мм; барилгын металл нарийн тор .
 Индукцийн халаагуур хийхээсээ өмнө та нарийвчилсан зааврыг уншиж болно
Индукцийн халаагуур хийхээсээ өмнө та нарийвчилсан зааврыг уншиж болно
Ажилдаа орцгооё:
- Бид төмөр бариулыг 3-6 мм урттай сегмент болгон хуваасан;
- Бид хоолойн нэг төгсгөлийг барилгын тороор хаадаг;
- Бид хоолойн хэсгүүдийн утаснуудын дотор унтдаг;
- Бид хоолойн хоёр дахь төгсгөлийг тороор хаадаг;
- Хоолойн орой дээр бид ороомог хийдэг (дор хаяж 85, 95-аас ихгүй эргэлт байх ёстой);
- Бид ороомгийн төгсгөлийг тусгаарлаж, гагнуурын нумын тэжээлийн эх үүсвэрүүдийн аль нэгний гаралттай холбоно.
Төхөөрөмж бэлэн боллоо! Одоо аппаратыг ажиллуулах явцад ороомог нь цахилгаан соронзон орон үүсгэж, эргүүлэг гүйдэл урсдаг. Энэ нь төхөөрөмжийг хурдан халаахад хүргэнэ.
Гагнуурын инвертерийн индукцийн халаагуур: онцлог шинж чанарууд
Ердийн хэлбэрээр гагнуурын инвертерээр хийсэн индукцийн халаагуур нь усны температурыг бие даан хянах боломжгүй тул аюулыг нэмэгдүүлдэг. Тиймээс хөргөлтийн системд халаагч ашиглах нь богино холболт, хоолой тасрах зэрэгт хүргэдэг. Энэ нь төмөр утсан хэсгүүдээр дамжуулан хөргөлтийн шингэний хөдөлгөөнөөс болж үүсдэг систем дэх гидравлик эсэргүүцэл өндөр байгаатай холбоотой байж болно. Тиймээс ийм төхөөрөмжүүд нь сайжруулалтыг шаарддаг.
 Практик, өндөр чанар нь гагнуурын инвертерээс индукцийн халаагуур юм
Практик, өндөр чанар нь гагнуурын инвертерээс индукцийн халаагуур юм
Яаралтай байдлаас зайлсхийхийн тулд та гагнуурын инвертерээр хийсэн гэрт хийсэн индукцийн халаалтын төхөөрөмжийг яаралтай унтраах төхөөрөмжөөр хангах хэрэгтэй.
Халаалтыг хянахын тулд та температур мэдрэгч бүхий термостат, хөргөлтийн температур тогтоосон утгад хүрэх үед хэлхээг нээдэг реле ашиглаж болно. Нэмж дурдахад, нэг талаас халаагуурт хамгаалалтын хавхлагыг дэгээгээр холбосноор системийг хагарахаас зайлсхийх боломжтой болно.
Туршлагатай цахилгаанчид гагнуурын нуман тэжээлийн эх үүсвэрүүдийн аль нэгийг халаагч болгон хувиргах нь үндэслэлгүй гэж хэлдэг: халаагчийн дулааны хүчийг инвертерийн цахилгаан хүчээр хязгаарлах болно.
Ийм дулааны генератор нь 30 хавтгай дөрвөлжин метрээс ихгүй өрөөг халаахад хангалттай. м Зардлын хэмнэлт нь энэ тохиолдолд 30-50% байх болно (орон сууцны хэмжээнээс хамаарч). Үүний зэрэгцээ та өнөөдөр үнэтэй гагнуурын машиныг алдах болно.
Индукцийн халаагуур гэж юу вэ (видео)
Индуктив халаалт нь цахилгаан дамжуулагч бодисыг дулааны боловсруулалт хийх орчин үеийн арга бөгөөд дотоодын өргөн хэрэглээг олж авсан. Тиймээс эргүүлэгтэй индукцийн халаагуур нь халаалтын системийн илүү хэмнэлттэй, үр ашигтай ажиллагааг зохион байгуулахад тохиромжтой. Индукцийн генератор хий, харин та өөрөө үүнийг хийж чадна. Хамгийн гол нь мэргэжлийн цахилгаанчдын зөвлөмжийг анхаарч, бүх ажлыг тууштай гүйцэтгэх явдал юм!







