Робота кільцевою пилкою по дереву. Круговий свердло балеринка по дереву. Підійде і для шульги
Для свердління в деревних матеріалах та деревині отворів за допомогою деревообробних інструментів призначені свердла. До їх основних технічних характеристик відносяться: вид та геометрія, матеріал та термообробка, якість виготовлення та точність.
Характеристики металу для свердлу
Процес свердління - це механічний і фізичний вплив свердла, тому сировина, з якої вона виготовляється, повинна мати такі властивості, як:

Для роботи з дерева
 У домашній майстерні під час роботи з деревним матеріалом може знадобитися інструмент для вирізання круглих отворів. До таких інструментів відноситься свердло, яке в ужитку майстра, що працюють з деревом або матеріалом на його основі, називають балеринка. Точна назва цього пристрою - кругове свердло.
У домашній майстерні під час роботи з деревним матеріалом може знадобитися інструмент для вирізання круглих отворів. До таких інструментів відноситься свердло, яке в ужитку майстра, що працюють з деревом або матеріалом на його основі, називають балеринка. Точна назва цього пристрою - кругове свердло.
Конструкція інструментує кронштейном, по осі обертання якого закріплено свердло. Воно намічає центр отвору та забезпечує опору обертання всього пристрою. По краях кронштейна розташовуються дві каретки, у яких закріплені різці. Штангу кронштейна розмічено, тому каретку з різцями можна встановити з високою точністю. Перед початком роботи бічні різці розлучаються на необхідну відстань. Їх притискають до кронштейна гвинтами.
Існують інші модифікації балеринки по дереву з одним, двома або трьома різцями. Кронштейн може бути замінений диском, у спеціальних прорізах якого розміщуються різці для регулювання діаметра. Прямо або під кутом осі може бути просвердлено отвір, в який вставляється різець, регульований гвинтом. Він забезпечує розмір діаметра кола.
Хвостик осі може бути круглим або спеціальною формою для фіксації в СДС-патроні. Щоб зняти пряму або закруглену фаску, де це потрібно використовують різні форми ножі.
Крім дерева, матеріалом, з яким працює цей пристрійможе бути гіпсокартон, пластик, гума, кахель, метал.
Свердління гіпсокартону
 Для монтажу різного обладнання у гіпсокартоні з діаметром до 100 мм призначена балеринка для гіпсокартону. Вона є ніжкою з центруючим наконечником, вище якої розміщується кріплення для штанги, що обертається навколо своєї осі. Для того щоб утримати інструмент, на кінці центральної стійки розташована ручка з насічкою по бічній поверхні. На іншому кінці штанги розміщується дисковий різець.
Для монтажу різного обладнання у гіпсокартоні з діаметром до 100 мм призначена балеринка для гіпсокартону. Вона є ніжкою з центруючим наконечником, вище якої розміщується кріплення для штанги, що обертається навколо своєї осі. Для того щоб утримати інструмент, на кінці центральної стійки розташована ручка з насічкою по бічній поверхні. На іншому кінці штанги розміщується дисковий різець.
Пристрій працює наступним чином:
- по центру передбачуваного отвору засвідчується інструмент;
- на відстань необхідного радіусу виставляється штанга;
- круговими рухами вирізується заданий отвір, краї якого вимагають доведення.
Перевага свердла-балеринкидля гіпсокартону, в порівнянні з іншими інструментами для таких же робіт, у тому, що:
- пристрій швидко вирізує отвір;
- дисковий різець не потребує заточування;
- незважаючи на інтенсивність роботи, всі пристрої не розбовтуються;
- кріплення для штанги не дає різцю рухатися хаотично, змінюючи геометрію різання.
Інструмент для кахлю
 Під час будівельних чи ремонтних робіт може виникнути потреба зробити отвір круглої форми в кахлі. Це необхідно для монтажу розетки, вимикача, виведення через стінку сантехнічних труб чи інших елементів.
Під час будівельних чи ремонтних робіт може виникнути потреба зробити отвір круглої форми в кахлі. Це необхідно для монтажу розетки, вимикача, виведення через стінку сантехнічних труб чи інших елементів.
Для роботи з кахлем активно застосовуються однорізцеві, дворізцеві та трирізцеві кільцеві свердла.
Застосування цих пристроїв сприяє ідеально рівному різу плитки без сколу емалі. Розставивши і зафіксувавши різці на потрібній відстані, вийде отвір необхідного діаметра та розміру. Застосування кругового свердлу значно заощадить час та зменшить трудовитрати. Робота інструменту схожа на те, як танцює балерина.
Етапи процесу свердління:

 Для виготовлення пристрою використовується вуглецева сталь. Вона є сплавом вуглецю з залізом. Кількість вуглецю визначає міцність інструменту, здатність чинити опір навантаженню. Для більшої зносостійкості, меншої чутливості до перегріву та деформації деякі виробники до сплаву додають хром, кремній, вольфрам, ванадій, молібден. Наприклад, маркування Р6М5 вказує, що сталь, з якої може бути виготовлена фреза або свердло містить 6% вольфраму, 5% молібдену, це збільшує міцність.
Для виготовлення пристрою використовується вуглецева сталь. Вона є сплавом вуглецю з залізом. Кількість вуглецю визначає міцність інструменту, здатність чинити опір навантаженню. Для більшої зносостійкості, меншої чутливості до перегріву та деформації деякі виробники до сплаву додають хром, кремній, вольфрам, ванадій, молібден. Наприклад, маркування Р6М5 вказує, що сталь, з якої може бути виготовлена фреза або свердло містить 6% вольфраму, 5% молібдену, це збільшує міцність.
Для міцності та збільшення терміну використання наконечник свердла може мати напайки із твердих сплавів. Такі пристрої дають глибину різу 30 мм, а без напайок - 25 мм.
Комфортними для роботи інструменту будуть обороти від 1000 об/хв до 1400 об/хв.
Балерина, залежно від функціональної приналежності, робить отвори, радіус яких знаходиться в діапазоні від 20 до 150 мм, при цьому діаметр кола, що вирізається, буде в 2 рази більше. Наприклад, за допомогою настільно-свердлильного верстата або дрилі балеринка для металу дозволяє вирізати або свердлити отвори в металі з радіусом від 22 до 105 мм. Товщина матеріалу, що піддається обробці, має бути до 14 мм. Матеріалом може бути сталь, чавун, латунь, бронза, алюміній.
Виготовлення своїми руками
 Коли немає під рукою пристрою, здатного вирізати коло з деревного матеріалу або іншого, то можна спробувати зробити його самостійно. Для цього знадобиться цанговий тримач та набір потрібного розміру перових свердел. Цанговий тримач - це затискний механізм, який застосовується для затиску ріжучого інструменту, що обертається. Його можна буде зробити з болта, діаметр якого залежить від патрона коловороту, верстата або дриля. Головку болта потрібно обрізати, а з боку різьблення пропилити вздовж хрестоподібно.
Коли немає під рукою пристрою, здатного вирізати коло з деревного матеріалу або іншого, то можна спробувати зробити його самостійно. Для цього знадобиться цанговий тримач та набір потрібного розміру перових свердел. Цанговий тримач - це затискний механізм, який застосовується для затиску ріжучого інструменту, що обертається. Його можна буде зробити з болта, діаметр якого залежить від патрона коловороту, верстата або дриля. Головку болта потрібно обрізати, а з боку різьблення пропилити вздовж хрестоподібно.
Центрове свердло заточується на конус, а ріжуче – на клин. При цьому кінець центрового свердла має бути довшим на 3-5 мм.
Свердло тримають дві гайки: одна – затискна, інша – напрямна. Якщо ріжуться отвори з постійним радіусом, свердло до власника можна приварити.
Недоліки пристосування
Крім перевагПри роботі з круговими свердлами є свої недоліки. До них можна віднести:
- зрив різьблення затискного гвинта;
- вібрацію при застосуванні однорізцевого інструменту;
- знос різця;
- складність роботи з трирізцевим пристосуванням;
- уривчастість у роботі, щоб уникнути перегріву насадки;
- часту поломку різця або свердла, у тому числі під час роботи;
- поломка матеріалу у процесі свердління.
Щоб працювати з круговим свердлом, потрібний хороший інструмент, якісний матеріал, навички у роботі.
Техніка безпеки
При роботі з пристроєм потрібно пам'ятати про свою безпеку:

Вирізати круглий отвір у якомусь матеріалі ніколи не було проблемою – особливо сьогодні, коли на озброєнні у майстрів є такий пристрій, як кільцева пилка. Практично у всіх випадках це насадка для дриля або перфоратора, що дозволяє справлятися практично з будь-яким типом матеріалу. Саме з цим інструментом ми і ознайомимося в цій статті ми вивчимо різновиди інструменту даного типу, розберемося з його призначенням та особливостями, а також проведемо невелику екскурсію до його практичного застосування. 
Кільцева пила: дерево та гіпсокартон не проблема
Так, так, для гіпсокартону та деревини використовується кільцева пилка одного типу – зовні вона нагадує тонкостінну трубку, на кінці якої розташовуються стандартні для ножівки зуби. Кільцева пилка по дереву або гіпсокартону виготовляється у двох варіантах виконання – і в тому і в іншому випадку це набори, що дозволяють різати отвори діаметром від 20 до 60мм.

Обидва типи цих пилок мають деякі експлуатаційні відмінності. Перший варіант, як правило, робиться із порівняно товстої сталі і служить набагато довше, ніж другий варіант кільцевої пили для гіпсокартону, що має по всій своїй довжині проріз. Другий варіант – це одноразові пристрої, які призначені для роботи на одному об'єкті.
І тією і іншою коронкою по гіпсокартону чи дереву користуватися досить просто. Вони встановлюються на дриль чи шуруповерт і за своєю суттю працюють як звичайний свердло. У їх конструкції є один невеликий нюанс - діаметри пилок виготовлені явно менше, ніж, наприклад, посадковий діаметр підрозетника для гіпсокартону. Робиться це для того, щоб підрозетник щільно входив в отвір і не хитався в ньому. З іншого боку, якщо такий підрозетник доводиться монтувати в дерев'яну стіну (вагонка або ОСБ), отвір, що отримується за допомогою кільцевої пили додатково доводиться допрацьовувати електричним лобзиком. Цей момент слід враховувати - можливо, випилювання отвору в дереві відразу лобзиком виглядатиме набагато привабливіше. 
Набір кільцевих пилок: вирізаємо круглий отвір у металі
За великим рахунком, кільцева пилка по металу мало чим відрізняється від аналогічного інструменту по дереву або гіпсокартону – основна відмінність між ними полягає у сталі, з якої вона виготовляється і у формі зуба. Самі розумієте, метал - штука міцна, і щоби його прорізати, сталь пили не повинна поступатися йому по міцності. Зазвичай це швидкорізальна сталь. Що ж до зуба, то він дрібний і має спеціальне заточування. У всьому іншому (в сенсі зовні та конструктивно) це все та ж коронка, а вірніше комплект коронок, що встановлюються на спеціальний пристрій, який, у свою чергу, встановлюється в патрон дриля або шуруповерта.
Майже всі коронки по металу мають кілька специфічних моментів у роботі. По-перше, вони не розраховані на свердління товстого металу - як правило, вони призначені для роботи з тонколистовими матеріалами на кшталт оцинкованої сталі або виробів з неї на зразок металочерепиці, металевого сайдингу або профільованого настилу. По-друге, різання такими коронками отворів не повинно проводитися на великих обертах - велика швидкість обертання дриля або шуруповерта просто спалюють пилку, і вона йде в брухт. У свою чергу, низька швидкість обертання теж не є добре – тривалий процес свердління нікому не потрібний. Це до того, що потрібно вибирати середні режими свердління – у тому числі й подачу, а точніше зусилля, яке майстер прикладатиме на інструмент у процесі роботи.
Коронка для перфоратора бетону: особливості інструменту
До певної міри коронку по бетону для перфоратора важко назвати кільцевою пилкою, оскільки спільного між ними дуже мало - хіба що трубчаста конструкція зі свердлом по центру. Замість стандартних для пили ріжучих зубів, така коронка обладнана твердосплавними переможними напайками, які можуть витримувати і тертя, і удар, що створюється перфоратором. Про набори тут мова не доводиться, тому що під різний діаметр отворів доводиться набувати окремого інструменту цього типу. 
Коронка для свердління отворів у бетоні, незважаючи на свою міць та здатність дробити бетонні стіни, не здатна протистояти арматурі. Коли вона потрапляє на армування, що буває практично щоразу в процесі свердління, у неї відлітають напайки і за великим рахунком дорогий інструмент стає безнадійно зіпсованим. Не хочу сказати, що це зовсім непотрібний інструмент – просто слід розуміти, що в процесі роботи, потрапляючи на арматуру, коронку слід знімати і замість неї встановлювати на перфоратор звичайну піку, якій і довершувати розпочату справу. Згодом арматуру можна або загнути молотком, або перерізати болгаркою.
Набірна кільцева пилка: алмазний варіант
Алмазну кільцеву пилку можна було б назвати універсальною, якби вона справлялася з усіма поспіль матеріалами. Але це не так - вона призначена виключно для різання сталі та бетону. Деревина, гіпсокартон та багато інших м'яких матеріалів засмічують грані алмазів, внаслідок чого вони втрачають свою здатність різати навіть метал з бетоном – парадокс, але те саме відбувається і при використанні алмазних коронок для різання отворів в азбесті, шифері та газобетоні. Алмазні коронки продаються в магазинах наборами – такими ж, як і кільцеві пили по дереву та гіпсокартону. Тобто велика шайба зі свердлом посередині (свердло в таких коронках має переможну напайку) і штук сім або вісім змінних кільцевих пилок. 
Діяльність діамантова кільцева пилка також має деякі особливості.
У першу чергу, це все ті ж середні обороти - велика швидкість обертання кільцевої пилки призводить до швидкого зношування алмазної грані. Якщо бути точнішим, то різати такими коронками краще на невеликих обертах.
Другий момент стосується роботи із бетоном. Алмаз краще справляється зі своєю роботою, якщо поверхню змочувати водою. Для металу цей момент не є актуальним.
Найчастіше коронки з алмазною гранню використовують для свердління отворів у керамічній плитці – за великим рахунком, це єдиний нормальний інструмент, за допомогою якого можна влаштувати акуратні круглі отвори в плитці. При роботі з цим матеріалом необхідно враховувати його крихкість – щоб плитка була розколота, свердлити її необхідно з двох сторін. Спочатку з лицьового боку, а потім, коли емаль буде пропилена, необхідно переходити на виворітний бік.
За великим рахунком, при різанні кожного матеріалу алмазною кільцевою пилкою є свої тонкощі та нюанси. Наприклад, якщо говорити про бетон, а точніше про залізобетон, то тут можна відзначити такий момент, що при правильному різанні арматура таких конструкцій для пилки не є проблемою. Вона легко проходить її, якщо трохи збільшувати оберти і припиняти використовувати у процесі свердління воду. Як тільки арматуру буде пройдено, у процес роботи можна буде знову додати воду.
І на закінчення теми про те, що таке кільцева пилка, залишається додати тільки один - нескінченно глибокий отвір за допомогою цього інструменту висвердлити не вийде. Як правило, глибина свердління обмежена довжиною коронки, в чому полягає недолік цього інструменту – він не призначений для обладнання наскрізних отворів у стінах. Якщо вам необхідно пробити наскрізь товсту стіну, то звернути свою увагу краще у бік трубчастого свердла.
Усі фото зі статті
Кожен поважаючий себе господар, який звикли все робити своїми руками, прагне якнайкраще облаштувати свою домашню майстерню. А для нормальної роботи з деревиною потрібно мати гарну пилку і бажано не одну. Сьогодні на ринку представлена маса подібного інструменту, і простій людині часто буває складно розібратися, що саме їй потрібно.
Ця стаття присвячена темі вибору такого інструмента.
Насамперед, слід усвідомити, що весь інструмент, призначений для різання та обробки деревини, можна умовно розділити на два основні напрямки. Це ручні пилки або ножівки та інструмент, що працює від електричного чи якогось іншого приводу.
Інструмент з електроприводом
Одним із найпоширеніших на даний момент ручних інструментів є . З його допомогою можна виконувати як прямі різи, і фігурні роботи. Довжина леза і відповідно глибина різу в деяких моделях може сягати 150 мм.

Стандартний варіант такого лобзика працює тільки в зворотно-поступальному режимі, більш просунуті моделі мають додаткову функцію маятникового ходу. Така опція дозволяє працювати з міцною деревиною, а також з ДСП або USB плитами. Але при роботі в такому режимі маятникова пила по дереву своїми руками не дозволяє робити акуратний різ із гладкими краями, плюс через велику вібрацію лезо часто веде вбік.
Важливо: при грамотному підборі різального полотна електролобзиком можна різати не лише деревину або похідні. Такому інструменту легко піддається кахельна плитка, пластик і навіть тонкий метал.
Електрична міні пила по дереву серед фахівців називається шабельною. Принцип її роботи та функціональне наповнення аналогічні електролобзику. Але якщо у лобзика є надійна опорна рама, то тут різати доведеться навісу.

Найчастіше вона використовується для робіт у саду або демонтажу дерев'яних та інших подібних конструкцій. Ріжуче лезо шабельної пилки можна злегка згинати під час роботи, в результаті чого ця вертикальна пилка по дереву може чисто зрізати виступаючі фрагменти конструкцій.
Настільні пили по дереву, в домашніх майстернях переважно представлені в дискових варіантах. У народі ці конструкції називають циркулярками. Завдяки наявності жорстких упорів такі пристрої дозволяють виконувати досить точні роботи. Істотним недоліком стандартної циркулярки вважається неможливість зміни кута нахилу полотна.
Домашні настільні пилки по дереву бувають двох видів, циркулярні та маятникові. Циркулярними називають верстати, де ріжучий диск стаціонарно вбудований усередину столу.
Настільна маятникова пила по дереву своїми руками робиться інакше. Весь механізм, тобто двигун і диск на ременной передачі, базується на рухомому важелі, який рухається в строго вертикальній площині.

Цей верстат використовується для розрізання деревини, в якій трапляються цвяхи, а також особливо міцних сортів дерева. У сучасному, вдосконаленому варіанті такі верстати називаються торцювальними пилками.
Важливо: багато хто цікавиться, як працює фрезерна пилка по дереву. Так ось, як такого поняття фрезерна пилка не існує. Є насадка, призначена для фрезерування деревини, деякі моделі таких насадок можуть візуально нагадувати диск циркулярної або кільцевої пили.

Кільцева набірна пилка по дереву також належить до розряду спеціальних насадок. Візуально такі насадки нагадують круглу металеву чашку із зубами по краю.
Кільцева пилка по дереву призначена для вибірки круглих отворів або заглиблень у масиві. Як привод, як правило, використовується електричний дриль або болгарка.
Ручна кругова пилка по дереву не що інше, як переносна, портативна циркулярка. У господарстві річ потрібна та дуже зручна. Залежно від діаметра диска вона може виконувати точний регульований різ на глибину до 90 мм.
Але на відміну від електролобзика цей різ буде чистим та ідеально рівним. Плюс у деяких моделях є функція зміни кута нахилу диска щодо опорного майданчика.
Кутова пилка по дереву, серед фахівців більш відома як торцювальна, вважається напівпрофесійним інструментом. Вона складається із ріжучого диска, закріпленого на станині. Якщо кустарний маятниковий варіант ріже тільки вертикально, то наявність поворотного столу і регульованої різальної головки дають можливість різати деталі під фіксованим кутом в горизонтальній і вертикальній площині.

З її допомогою можна виконати точний поздовжній різ будь-якого дерев'яного виробу, що підходить за розміром. Такий міні-верстат незамінний при виготовленні меблів або будівництві дерев'яних будинків.
Інструмент для ручного різання дерева
Важливо: весь подібний інструмент ділиться на столярний і теслярський. Моделі, призначені для столярних робіт, розраховані на точний та чистий різ. Теслярський інструмент призначений для більш грубої роботи. Наприклад, всі садові пилки для дерев відносяться виключно до теслярського напрямку.

Загальними параметрами при виборі електричної, так і ручної пили є конфігурація і частота різального зуба. Що стосується частоти, то тут все просто, чим частіше зуб, тим чистішим буде різ.
У маркуванні ця характеристика позначається як TPI, тобто кількість зубів на 1 дюйм. Так для ДСП найчастіше береться TPI 7 – 9, а садових робіт досить TPI 3 – 6. З конфігурацією зуба дещо складніше.
Види різального зуба
- Кинджальний зуб схожий на рівнобедрений трикутник. Обидві сторони цього трикутника заточуються під однаково гострим кутом. У дискових моделях, що самозаточуються, використовується саме така конфігурація. На великих обертах конус загинається у бік протилежний обертанню, але варто перевернути такий диск, і він працюватиме як новий. Ручні ножівки з таким зубом призначені для поперечного різання.

- Поздовжня пила по дереву, як правило, обладнується так званим долотоподібним зубом.. Він виглядає як трикутник із конусом, зміщеним у бік різу. Заточують полотно рухом розпилу, тобто з боку перпендикулярної виробу. Такий зуб розсікає масив як долото, внаслідок чого легко йде вздовж волокон, але в той же час поперечний різ зробити досить проблематично.

- Якщо вас цікавить універсальний варіант, так би мовити на всі випадки життя, можна порадити полотно з універсальним похилим зубом. Це середній варіант між кинджальним та долотоподібним. Такий зуб має гостру вершину та двосторонню заточку, що дозволяє працювати як вздовж, так і поперек волокон.

- Зуб, що має скошену вершину, також вважається універсальним. По суті, це кинджальний варіант, удосконалений додатковою ріжучою кромкою на вершині.

- Полотно із так званим Японським зубом взагалі не має розводки.Різ тут відбувається за рахунок клиноподібної форми самого полотна і особливому способу заточування. Але працює таке заточення лише в одному напрямку. У ручних ножівках це при русі на себе, в дисках відповідно по ходу обертання.
Круглі пили
Доатегорія:
Деревообробні верстати
Круглі пили
На круглопильних верстатах застосовують круглі пили діаметром до 800 мм і товщиною до 2,5 мм. На форматних верстатах крім пилок встановлюють фрези.
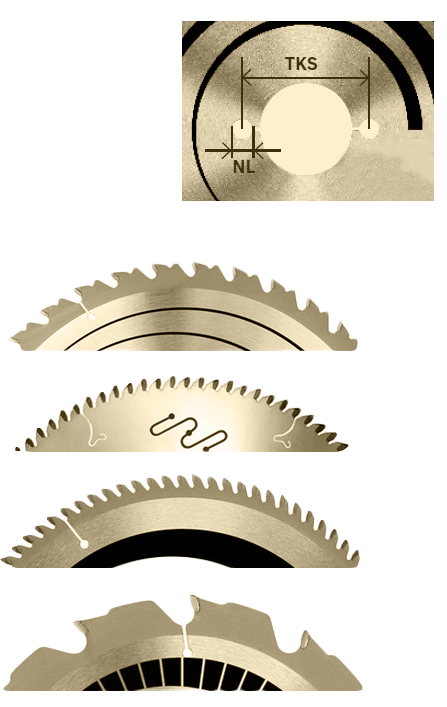
Залежно від профілю круглі пилки поділяють на плоскі (рис. 1, а, б), у яких товщина диска однакова по всьому перерізу, і на пилки «з підсерединою», тобто з потовщеною периферійною частиною диска (рис. 1, в). Пилки з підсерединою називають стругальними. Застосовують також пили, на кінчики зубів яких напаяно пластинки з твердого сплаву (рис. 1, г).
Пилки з пластинками з твердого сплаву широко застосовують у деревообробній промисловості для обробки заготовок меблів, розкрою та тирси плит, фанери, фанерованих щитів, для розпилювання цільної та клеєної деревини. Стійкість зубів таких пилок в 30 - 40 разів вище стійкості зубів пилок з легованих сталей. Діаметр пилок від переточування зменшується незначно. Ширина пропилу при пилянні інструментом з пластинками з твердого сплаву трохи перевищує ширину пропилу, отриману при пилянні звичайними пилками, але це (особливо при розкрої листових матеріалів) не має великого значення, крім того, відповідна підготовка пилок з пластинками з твердого сплаву (шліфування бічних граней пластинок після їх припаювання) дозволяє отримати поверхню пропилу високої якості, що компенсує втрати деревини на тирсу.

Мал. 1. Круглі пили: а - загальний вигляд, б - профіль плоскої пили, в - профіль стругальної пили, г - зуб пили з пластинкою з твердого сплаву
Зовнішнім діаметром D круглих пил називають діаметр кола, проведеного по вершинах зубів. Кожна кругла пилка має внутрішній отвір для встановлення на пильному валу. Діаметр цього отвору є внутрішнім діаметром d пильного диска, він повинен відповідати діаметру пильного валу. Між пиляльним валом і отвором допускається зазор трохи більше 0,1 - 0,2 мм.
Верстатник вибирає пилку залежно від матеріалу, що обробляється. Наприклад, при розкрої деревостружкових і деревоволокнистих плит застосовують пили з пластинками з твердого сплаву або з дрібними зубами. Для поздовжнього розпилювання використовують пилки з профілем зубів I w II (рис. 2, а), для поперечної - з профілем III та IV (рис. 2, б). Діаметр круглих пилок вибирають залежно від товщини матеріалу, а профіль - від необхідної шорсткості пропилу. Так, якщо поверхня призначена для склеювання (наприклад, на гладку фугу) застосовують стругальні пилки.

Мал. 2. Профілі зубів пилок а - для поздовжнього розпилювання, б - для перцевого розпилювання

Мал. 3. Перевірка проковки круглих пилок: 1 - пила, 2 - лінійка
Слід користуватися пилами найменшого діаметра для цих умов розпилювання, оскільки це дозволяє знизити витрату потужності, зменшити ширину пропилу та розведення зубів. Пилки малих діаметрів стійкіші в роботі, дають кращу якість поверхні пропилу, зуби їх легше заточувати, полегшується і редагування пилок.
Вимоги, яким мають задовольняти круглі пилки, такі:
1. Полотно пилки має бути проковане, тобто його центральна частина дещо ослаблена шляхом ударів молотком з обох боків писку, покладеного на ковадло. Проковувати потрібно плоскі пилки, що мають діаметр 250 мм і більше. Правильність проковки визначають перевірочною лінійкою, укладаючи її на диск у напрямку радіусів (рис. 3). Між лінійкою та пиляльним диском у центральній частині повинен бути просвіт, однаковий при будь-якому положенні лінійки. У разі поганого проковування при одному положенні лінійки між нею і диском виходить просвіт, при іншому просвіт відсутній або з'являється опуклість.
Величина просвіту характеризує увігнутість пилки і залежить від її діаметра та товщини.
Необхідність проковування пилок пояснюється умовами їх роботи. У процесі пиляння зуби пилок, стикаючись з деревиною, нагріваються і, якщо середина пилки не ослаблена проковуванням, пиляльний диск викривляється. Якщо значне викривлення (переходить межі пружних деформацій), то форма диска не відновлюється навіть при його охолодженні. При правильному проковуванні вінець дискової пилки, нагріваючись, дещо збільшує свої розміри за рахунок ослабленої середини. Така пилка стійка у роботі.
2. Зуби плоскої пилки необхідно розводити, тобто їх кінчики повинні бути почергово відігнуті: одного зуба в праву сторону, сусіднього - в ліву. Розмір розлучення однією сторону становить 0,3 - 0,5 мм. Найменше розлучення мають пили, призначені для поздовжнього розпилювання сухої деревини та деревини твердих листяних порід, більший - пили для розпилювання свіжоспиляної деревини хвойних та м'яких листяних порід.
Розлучення зубів можна замінити їх плющенням. При плющенні ширина зубів, яким надається форма лопаточки, збільшується. Плющені зубці стійкіші і менше затупляються, ніж розведені; витрата енергії за її застосуванні скорочується на 12- 15%.
3. Зуби пив повинні бути гостро заточені. Великі задирки та завороти кінчиків не допускаються. Зуби пили для поперечного розпилювання повинні мати косу заточування під кутом 40 ° для м'яких порід деревини, 60 ° - для твердих, а їх вершини повинні відстояти одна від одної і від центру диска на однаковій відстані.
4. Пилки, що мають хоча б один зламаний зуб або тріщини на периферійній частині диска, вважаються бракованими, встановлювати їх. верстаті забороняється.
Перш ніж встановити пиляльний диск, ганчіркою або кінцями ретельно очищають шайби та шийку валу та перевіряють опорні поверхні шайб. При виявленні незначних виступів на опорній поверхні шайби замінюють.
Якщо діаметр внутрішнього отвору пилки перевищує діаметр пильного валу більше ніж на 0,1 - 0,2 мм, для точної установки пилок слід застосовувати вставні втулки. На валу пилку закріплюють за допомогою шайби гайки.
Пилки круглі плоскі для поперечного пиляння з розведенням зубів (рис. 1, а, б) використовують для попереднього торцювання деталі, так як висока якість розпилювання тут не потрібна. Для закріплення на шпинделі пила має посадковий отвір, діаметр якого залежить від діаметра диска D і товщини пили Ь. Число зубів пили має бути 48, 60 або 72. Профіль зубців для поперечного пиляння показаний на рис. 1, б. Зуби повинні мати бічне косе заточення по передній і задній гранях, а також негативний передній кут контурний, рівний мінус 25°.

Мал. 4. Пилки круглі: а - загальний вигляд, б, в - для поперечного розпилювання
При цьому кут загострення бічних ріжучих кромок зуба, виміряний у нормальному перерізі до кромок, повинен бути 45° при розпилюванні хвойних порід деревини та 55° при розпилюванні твердої деревини. Пилки круглі з пластинами із твердого сплаву застосовують для поперечної обробки. Зуб'я пилок роблять із похилою задньою поверхнею, як показано на рис. 4, е. Залежно від нахилу, якщо дивитися на зуб спереду, розрізняють пили, ліві, праві або з симетричним нахилом, що чергується.
Пилки для поздовжнього пиляння цільні сталеві показані на рис. 4, г. а з пластинами із твердого сплаву - на рис. 4, д. Пилки круглі для змішаного пиляння повинні мати зуби, передній контурний кут яких дорівнює 0 ° (рис. 4, е).
Якщо потрібна висока якість пиляння, використовують стругальні пилки з негативним переднім кутом (рис. 4, ж), а також твердосплавні пилки з симетричним нахилом задньої поверхні зубів, що чергується.
Підготовка до роботи круглих плоских пилок включає правку, заточування та розведення зубів. Пилки після підготовки до роботи повинні відповідати таким вимогам. Кількість зубів та їх профіль повинні відповідати виду розпилювання. Диск пили повинен мати плоску форму. Відхилення від площинності (короблення, випучини та ін.) на кожній стороні диска діаметром до 450 мм має бути не більше 0,1 мм. Плосність пили перевіряють перевірочною лінійкою або на спеціальному пристосуванні.
Необхідні кутові параметри зубів та гострота ріжучих кромок мають бути забезпечені заточуванням. Заточені зубці не повинні мати блиску на кутах, утворених перетином робочих граней різця. Блиск свідчить про те, що при заточуванні із зуба зішліфовано недостатній шар металу. Різниця за величиною передніх кутів та кутів загострення допускається не більше ±2°.
Шорсткість торцевих поверхонь пилок і поверхонь посадкового отвору повинна бути мкм. Ріжучі зуби заточеної пили повинні бути без задирок, надломів та заворотів. Задирки з бічних граней зубів видаляють дрібнозернистим шліфувальним бруском. Якість заточування пилок перевіряють універсальним кутоміром або шаблоном для контролю кутових елементів зубів. Вершини зубів повинні розташовуватися в одному колі з відхиленням трохи більше 0,15 мм. Для вирівнювання зубчастого вінця по висоті і ширині зубця пил фугують, тобто. шліфовують матеріал з кінчиків найбільш виступаючих зубів при обертанні пили на робочій частоті.
Після заточування зуби сталевих пилок розводять. При цьому відгинають кінчики сусідніх зубів у різні боки на 1/3 їхньої висоти (відраховуючи від вершини). Величину відгин кожного зуба (розлучення на бік) встановлюють залежно від режиму різання і порід деревини. Для поперечного пиляння пилами діаметром 500 мм розлучення на бік має бути 0,3 мм для сухої деревини та 0,4 мм для деревини вологістю понад 30%. Точність розлучення зубів контролюють індикаторним водомером або шаблоном. Допустиме відхилення ±0,05 мм.
Підготовка до роботи круглих пилок з пластинами з твердого сплаву полягає в припаюванні пластин, заточуванні та доведенні зубів. Крім того, вони мають бути збалансовані. Неврівноваженість дисків внаслідок нерівномірної їх товщини може спричинити втрату стійкості пильного диска під час роботи, сильне биття шпинделя та незадовільну якість розпилювання.
Міцність припаювання перевіряють, відчуваючи пилки обертанням при окружній швидкості зубів не менше 100 м/с. Заточування та доведення пилок, оснащених пластинами з твердого сплаву, виконують на напівавтоматах підвищеної точності та жорсткості. Попередньо заточування виробляють абразивними (карборундовими), а чистове заточування та доведення - алмазними колами.
Статичне балансування пилок здійснюють на спеціальному пристосуванні. Неврівноваженість диска характеризується залишковим дисбалансом, що дорівнює добутку неврівноваженої маси на величину її усунення щодо осі обертання (ексцентриситет). Розмір залишкового дисбалансу залежить від діаметра диска пили.
Види та розміри пилок.
Форма зубів круглих пилок залежить від напрямку різання і твердості деревини, що розпилюється. Для поздовжнього пиляння застосовують зуби косокутні з прямою, ламаною (вовчий зуб) та опуклою спинкою; для поперечного пиляння - рівнобедрені (симетричні), несиметричні та прямокутні.
Зуби з ламаною та опуклою спинкою стійкіші, ніж з прямою, тому пили з такими зубами застосовують для пиляння деревини твердих порід. Деревину хвойних і м'яких листяних порід можна пиляти пилками, що мають зуби з прямою спинкою. На рис. 31 показаний спосіб визначення кутів зуба круглої пилки.

Мал. 5. Профілі зубів круглих пилок: а - для поздовжнього пиляння; б - для поперечного пиляння
При розлученні вершини зубів відгинають на 0,3-е-0,5 їх висоти. Злам спинки у вовчого зуба роблять від вершини на відстані, що дорівнює 0,4 величини кроку. Заточення зубів у пилок для поздовжнього
пиляння - пряма суцільна, у пилок для поперечного пиляння - коса через зуб під кутом 65 - 80 ° до площини пилки.
Особливим видом круглих пилок є стругальні пилки. Їх застосовують для отримання чистого розпилу, що не вимагає стругання.
Товщина стругальної круглої пилки від зубчастого вінця до центру протягом 2/3 радіусу поступово зменшується під кутом 8 - 15 °. Тому зуби пили не розводять; ріжучими кромками у зубів є передня коротка та бічні. Зуби у стругальних пилок групові, або, як кажуть, насічені «гребінцями». У кожній групі (гребінці) є великий «робочий» зуб із кутом загострення 45°. Цей зуб і робить різання деревини. За робочим зубом розташовано від 3 до 10 дрібних зубів з кутом загострення 40°. Форма зубів у стругальних пилок для поздовжнього і поперечного пиляння різна.

Мал. 6. Визначення кутів зуба круглої пили
Промисловістю випускаються стругальні пилки діаметром від 100 до 650 мм, товщиною у зубчастого вінця від 1,7 до 3,8 мм. Строгальні пилки за останні роки отримують все більше і більше застосування.

Мал. 7. Строгальні пили
Установка та кріплення круглих пилок. Круглу пилку кріплять на робочому валу за допомогою двох затискних шайб (фланців), з яких одна зазвичай виточується разом із валом; її затискна площина строго перпендикулярна до валу. Другу шайбу затягують гайкою у бік, протилежну обертанню пили, для запобігання її викрутки в процесі роботи.
Шайби не повинні виступати над площиною робочого столу.
Гайка повинна бути затягнута міцно вщент. Встановлена в верстат пила при легкому постукуванні по ній має видавати дзвінкий, чистий звук.
Висота пропилу під час роботи круглою пилкою приблизно дорівнює 1/3 діаметра пили.
При виборі пили в залежності від товщини призначеного до розпилювання матеріалу можна керуватися такими співвідношеннями (розміри мм):
товщина матеріалу: 60 80 100 120 140 160 200 220 240 260 діаметр пили: 200 250 300 350 400 450 500 600 650 700
Такі співвідношення товщини матеріалу, що розпилюється, і діаметра пили правильні при прямолінійному насуванні матеріалу на пилку або пили на матеріал. Якщо ж насування пили на матеріал відбувається по дузі, як, наприклад, у маятниковій пилці, діаметр пили має бути більшим.
Вимоги до круглих пил і догляд за ними.
Пильний диск повинен бути добре відшліфований, не мати тріщин, випучин та опіків. Зуби повинні бути гостро відточені та рівномірно розведені; ними не допускаються задирки, запали. Зуби верстатних пилок для поздовжнього розкрою нерідко замість розлучення розклепують або розплющують, т. е. розширюють їх кінці (вершини) ударами або тиском. Для цього застосовують спеціальні розклепники та плющилки. Розклепування і плющення зубів у більшості випадків роблять у великих круглих і широких стрічкових пилок.
При роботі добре відшліфованим диском зменшується тертя між диском і тирсою, що потрапляють у пропил, тому диск менше нагрівається.
У разі сильного нагрівання диск може покоробитись. На ньому утворюються випучини, які швидко нагріватимуться, внаслідок чого відбувається місцева відпустка сталі, виникають так звані опіки. Такі опіки можна визначити за їх темнішим кольором, накладенням на пилку лінійки або на дотик.
Пила з опіками для роботи не придатна, її потрібно виправити проковуванням.
Проковування круглої пили проводиться з обох боків на ковадлі слюсарним молотком-ручником. Проковують частини диска, що оточують опік (випучину), а не самий опік. Проковування починають з ділянок, найбільш віддалених від опіку, поступово наближаючись до нього і поступово зменшуючи силу ударів. Виправлений диск має бути абсолютно рівним.
У круглої пили часто спостерігається розтяг по зубчастому вінцю, що викликає ослаблення розтягнутих ділянок. Така пила не дає прямого пропилу, вона, як то кажуть, «зарізає».
Розтягнення усувається рихтуванням, тобто проковуванням пили в середній кільцевій частині у напрямку від шайб до зубчастого вінця. Цим досягається деяке подовження середньої кільцевої частини пилки. Рихтування іноді повторюють. Роблять рихтування на струганій чавунній плиті ручником, що підбирається за вагою з розрахунку 1 кг на 300 ним діаметра пили.
Якщо пилка має лише одну невелику тріщину, то у випадках, коли замінити її цілком справною пилкою неможливо, наприкінці тріщини просвердлюють невеликий отвір; цим попереджають збільшення тріщини у довжину – такою пилкою можна продовжувати роботу. Однак подібний захід завжди є вимушеним, тимчасовим, вдаватися до нього постійно не можна.
Круглопильні верстати промисловість випускає з вибалансованими частинами, що обертаються. Вибалансовані та пили. Однак надалі вибалансованість може порушуватися внаслідок сточування пилок, через заміну деяких деталей верстата (робочого валу, шайб, гайок).
Вибалансованість пилок перевіряють на паралельних горизонтальних балансувальних ножах. Покладений на ножі робочий вал з насадженим на нього пиляльним диском повертають рукою навколо осі обертання, зупиняючи його в різних колах. Якщо вал з диском при всіх таких зупинках залишається нерухомим у наданому йому положенні, його вважають вибалансованим. Якщо ж вал робить ще якийсь додатковий обертальний рух, це говорить про його недостатньої вибалансованості.
Види та розміри пилок.У табл. 4 наведені розміри круглих пил, що застосовуються, а також взаємозалежність їх діаметрів, товщини і кількості зубів.
Товщина круглої пили складає від - до - частини її діа-
метра. Пилки меншої товщини (гп:) застосовують для пиляння
oU0 J
Деревини м'яких порід, більшої товщини (-) -твердих по-
Форма зубів круглих пилок залежить від напрямку різання і твердості деревини, що розпилюється. Для поздовжнього пиляння застосовують зуби косокутні з прямою, ламаною (вовчий зуб) та опуклою спинкою; для поперечного пиляння - рівнобедрені (симетричні), несиметричні та прямокутні. Профілі цих зубів зображені на рис. 30, дані про профілі наведені в табл. 5. >
|
Таблиця 5
|
А - для поздовжнього пиляння; б - для поперечного пиляння
При розлученні вершини зубів відгинають на 0,Зч-0,5 їх висоти. Злам спинки у вовчого зуба роблять від вершини на відстані, що дорівнює 0,4 величини кроку. Заточення зубів у пилок для поздовжнього
Пиляння - пряма суцільна, у пилок для поперечного пиляння - коса через зуб під кутом 65-80 ° до площини пили.
Особливим видом круглих пилок є стругальні пилки. Їх застосовують для отримання чистого розпилу, що не вимагає стругання.
Товщина стругальної круглої пилки від зубчастого вінця до центру протягом 2/3 радіусу поступово зменшується під кутом 8-15 °. Тому зуби пили не розводять; ріжучими кромками у зубів вештаються передня коротка і бічні. Зуби у стругальних шлах групові, або, як то кажуть, насічені «гребінцями» рис. 32). У кожній групі (гребінці) є великий «робочий» зуб із кутом загострення 45°. Цей зуб і виробляє деревини. За робочим зубом розташовано від 3 до 10 1ялинких зубів з кутом загострення в 40 °. Форма зубів у стро - альних пилок для поздовжнього і поперечного пиляння різна. 3
Промисловістю випускаються стругальні пилки діаметром від 100 до 650 мм,товщиною у зубчастого вінця від 1,7 до 3,8 мм.Строгальні пилки за останні роки отримують все більше і більше застосування.
Установка та кріплення круглих пилок. Круглу пилку кріплять на робочому валу за допомогою двох затискних шайб (фланців), з яких одна зазвичай виточується разом із валом; її затискна площина строго перпендикулярна до валу. Другу шайбу затягують гайкою у бік, протилежну обертанню пили, для запобігання її викрутки в процесі роботи. Діаметр шайб дорівнює приблизно "Д-7б діаметра пили, як показано нижче (розміри в мм):
Діаметр пилок: 200 250 300 350 400 450 500 600 700 діаметр шайб: 55 60 70 75 80 85 90 100 105
Шайби не повинні виступати над площиною робочого столу.
Гайка повинна бути затягнута міцно вщент. Встановлена в верстат пила при легкому постукуванні по ній має видавати дзвінкий, чистий звук.
Висота пропилу при роботі круглою пилкою приблизно дорівнює 7з" діаметра пили.
При виборі пили в залежності від товщини призначеного до розпилювання матеріалу можна керуватися наступними співвідношеннями (розміри в мм):
Толшнна матеріалу: 60 80 100 120 140 160 200 220 240 260 діаметр пили: 200 250 300 350 400 450 500 600 650 700
Такі співвідношення товщини матеріалу, що розпилюється, і діаметра пили правильні при прямолінійному насуванні матеріалу на пилу або пили на матеріал.
Встановлену пнлу перевіряють «на площину» та «на коло», як зазначено у § 7.
Пильний диск має бути добре відшліфований, не мати тріщин, вишучин та опіків. Зуби повинні бути гостро відточені та рівномірно розведені; ними не допускаються задирки, запали. Зуби верстатних пилок для поздовжнього розкрою нерідко замість розлучення розклепують або розплющують, т. е. розширюють їх кінці (вершини) ударами або тиском. Для цього застосовують спеціальні розклепники та плющилки. Розклепування і плющення зубів у більшості випадків роблять у великих круглих і широких стрічкових пилок.
При роботі добре відшліфованим диском зменшується тертя між диском і тирсою, що потрапляють у пропил, тому диск менше нагрівається.
У разі сильного нагрівання диск може покоробитись. На ньому утворюються випучини, які швидко нагріватимуться, внаслідок чого відбувається місцева відпустка сталі, виникають так звані опіки. Такі опіки можна визначити за їх темнішим кольором, накладенням на пилку лінійки або на дотик.
Пила з опіками для роботи не придатна, її потрібно виправити проковуванням.
Проковування круглої пили проводиться з обох боків на ковадлі слюсарним молотком-ручником. Проковують частини диска, що оточують опік (випучину), а не самий опік. Проковування починають з ділянок, найбільш віддалених від опіку, поступово наближаючись до нього і поступово зменшуючи силу ударів. Виправлений диск має бути абсолютно рівним.
У круглої пили часто спостерігається розтяг по зубчастому вінцю, що викликає ослаблення розтягнутих ділянок. Така пила не дає прямого пропилу, вона, як то кажуть, «зарізає».
Розтягнення усувається р і хт о вкою, т. е. проковуванням пили в середній кільцевій частині у напрямку від шайб до зубчастого вінця. Цим досягається деяке подовження середньої кільцевої частини пилки. Рихтування іноді повторюють. Роблять рихтування на струганій чавунній плиті ручником, що підбирається за вагою"з розрахунку 1 кгна 300 ммдіаметр пили.
Якщо пилка має лише одну невелику тріщину, то у випадках, коли замінити її цілком справною пилкою неможливо, наприкінці тріщини просвердлюють невеликий отвір; цим попереджають збільшення тріщини у довжину – такою пилкою можна продовжувати роботу. Однак подібний захід завжди є вимушеним, тимчасовим, вдаватися до нього постійно не можна.
Круглопильні верстати промисловість випускає з вибалан-;ованими частинами, що обертаються. Вибалансовані та пили. Однак надалі вибалансованість може порушуватися внаслідок сточування пилок, через заміну деяких діта - 1ей верстата (робочого валу, шайб, гайок).
Вибалансованість пилок перевіряють на паралельних горі - юнтальних балансувальних ножах. Покладений на ножі робо - 2 Чий вал із насадженим на нього пиляльним диском повертають рукою навколо осі обертання, зупиняючи його в різних положеннях по колу. Якщо вал з диском при всіх таких зупинках залишається нерухомим у наданому йому положенні, його вважають вибалансованим. Якщо ж вал робить ще якийсь додатковий обертальний рух, це говорить про його недостатньої вибалансованості.