Маркування шліфувальної шкірки за зернистістю. Види наждакового паперу
Шліфувальна шкірка або наждачний папір - це паперова або тканинна основа, вкрита шаром абразивного матеріалу. Основне призначення шліфувальної шкірки полягає в ручній або автоматичній обробці різних матеріалівдля досягнення бажаних властивостей поверхні.
Шліфувальні шкірки можна класифікувати так:
- На вигляд абразиву. Зустрічаються скляні, кварцитові, кремнієві, наждакові чи корундові,
- За складом клею. Шкірки бувають водостійкі та неводостійкі,
- За матеріалом основи. Виробляються, в основному, на полотняній та паперовій основі,
- За типорозміром (номером). Номер вказується в залежності від середньої величиниабразивного зерна
Шліфувальна шкірка, ціна на яку може відрізнятися в залежності від цих параметрів, широкому асортиментіпропонується в Інтернет-магазині "220 Вольт".
Залежно від щільності насипки та основи, шкірки діляться ще на гнучкі та жорсткі, а також мають відкриту або суцільну насипку. Але, все ж таки, основним показником для вибору шліфувальної шкурки є гранулометричний склад, що включає визначення «зерно» і «зернистість», які слід розрізняти між собою.
Поняття "зерно" вказує на середній діаметр гранул абразиву, а от "зернистість" визначає середню кількість зерен на одиницю площі. Більшість європейських виробників(до них належать і деякі російські) працюють у стандарті FEPA, який повністю відповідає міжнародній версії ISO. Склад нанесеного порошку позначений сукупністю літери «Р» і числового значення від 12 до 4000. Для визначення необхідної зернистості, достатньо запам'ятати, що чим вище заявлена зернистість, тим якісніше буде обробка поверхні. Наприклад, для оздоблювальних робітпри будівництві підходить шліфувальний папір Р80 ... Р600 (наприклад, ), а для грубого шліфування дерева поперек волокон цілком підійде Р14 ... Р20. Варто також пам'ятати, що багато держав випускають продукцію за своїми, національними стандартами: ДЕРЖСТАНДАРТ (Росія), GB2478 (Китай), ANSI (США, Канада), JIS (Японія), і тут маркування може істотно відрізнятися від вищеописаної марки.
При поверхневій обробціматеріалів слід дотримуватися загального правила: починати з грубішої шкірки і поступово переходити до тоншої (з великим значенням зернистості). І, звичайно ж, шліфування, як і інші роботи, має свої нюанси. Так при обробці рівних поверхонь краще використовувати як підкладку, дерев'яний брусокабо спеціальний пристрій, а при обробці поверхонь з складною конфігурацієюрекомендується скористатися товстим шматком гуми. Використовуючи воду при шліфуванні, можна досягти найбільш гладкої обробки. Зачищаючи нагар на ламелях колектора електродвигуна, необхідно користуватися лише шкіркою зі скляного абразиву. Всі інші залишають зерно на поверхні міді.
Шліфування - це один із базових прийомів роботи з широким рядом матеріалів. Обробка, будь вона ручною або машинною, проводиться абразивними шкірками. Про численні різновиди наждакового паперу та принципи його вибору ми розповімо вам у сьогоднішньому огляді.
Грити та номери - як визначити зернистість
Зернистість, вона ж шорсткість – ключовий параметр для будь-якого типу наждакового паперу. Зернистість завжди вказується на зворотному боці шліфувальної шкурки після літери Р або слова Grit, іноді використовуються відразу обидва варіанти позначень. Зернистість визначається числом від 12 до 15 000, іноді навіть більше.

У найпростішому поданні ця цифра - кількість частинок абразиву на квадратний дюйм, якщо їх розсипати рівномірним суцільним шаром. Насправді це число визначається числом тяганини в квадратному дюймі сита, через яке абразив був просіяний. Фактичний розмір частинок коливається від видимих неозброєним оком (1–1,5мм) до зовсім мікроскопічних (цілі й десяті мікрона).
Визначимо область застосування наждакового паперу в залежності від розміру зерна:
- до Р80 - для грубого обдирання та шліфування з метою вирівнювання поверхні;
- від Р100 до Р220 - застосовують на другому етапі шліфування, якщо потрібно усунути дрібні борозни та подряпини;
- до Р280 – застосовується для тонкого шліфування;
- дрібніші шкірки вже класифікуються як полірувальні.
Докладніше про точному виборінаждакового паперу для різних цілей можна прочитати.
Правило вибору наждакового паперу по зернистості дуже просте - чим він вищий, тим гладкішою буде поверхня після обробки. Але при цьому, чим дрібніший наждачний папір, тим він і сточується швидше, і шар матеріалу, що знімається, стає менше. Також треба враховувати, що чим більша твердість оброблюваного матеріалу, тим грубіший папір можна застосовувати для чистової обробки. У той же час на м'якій деревині навіть при зернистості Р220 можуть залишатися цілком помітні подряпини.

Шкірки за типом основи
Навіть у невеликому місті, пройшовшись по господарських магазинах, можна знайти кілька десятків різних зразків наждакового паперу. Вони будуть відрізнятися не тільки за зернистістю, але і за способом нанесення абразивного матеріалу, типу насипки і сполучного, а також абразивного матеріалу або суміші таких, що використовуються. Однак на практиці першочергове значення має тип основи, на яку нанесено абразив.

На паперовій основі виготовляється найбільш дешева шкурка, що швидко витрачається. Переваг у неї небагато: крім низької ціни папір зручний, якщо потрібно швидко відірвати свіжий клаптик для роботи. Абразив з такої шкурки обсипається досить швидко, особливо у місцях зламу, проте паперова основадозволяє з більшою легкістю обробляти рельєфні поверхні.

Шкірка на тканинній основі має дещо більше високу вартістьале набагато довговічнішою. У багатьох домашніх господарствах можна знайти з півдюжини клаптиків тканинної наждачки, що завалялися, які успішно використовуються час від часу по кілька років і при цьому не втратили абразивні якості. Не обходиться і без недоліків: тканина з епоксидним просоченням груба, під нею гірше відчувається поверхня, що обробляється. Також тканинні шліфувальні стрічкимають властивість розтягуватися, хоча це стосується переважно лише розхідників для машинної обробки.

Нарешті, є третій тип шліфувального паперу – на м'якій основі. Сюди відноситься поролонова або поліуретанова шкірка, що використовується для фінальної обробки рельєфних дерев'яних та гіпсових деталей, та фібровий наждачний папір. Остання, хоч і має схожі властивості як притискання до деталі, використовується для кріплення на робочий орган з липучкою, наприклад, на роторні шліфувальні машини.
Сухий та мокрий режим шліфування
Залежно від абразивного матеріалу та сполучної його речовини наждачний папір може відрізнятися допустимістю шліфування зі зволоженням поверхні. Крім того, що папір для мокрого шліфування дорожчий за звичайний, є ще ряд причин, з яких ця відмінність важлива.
При знятті частинок з оброблюваної поверхні сили тертя в певних точках можуть бути настільки високі, що температури достатньо для спікання металевого пилу. Це, зокрема, справедливо для алюмінію та більшості кольорових металів: якщо шкірку періодично не обтрушувати, вона швидко заб'ється і прийде в непридатність.
У деяких різновидах паперу ця проблема вирішується спеціальним абразивним матеріалом. Так, карбід кремнію, особливо нанесений електростатикою, здатний кришитися, утворюючи нові ріжучі грані, тому такий папір практично не забивається. Однак часток знятого матеріалу може бути дійсно багато, наприклад, при обробці пластику, і тоді необхідно попередити їх злипання, змочивши наждачний папір водою.
 Полірування природного каменю, мармуру чи бетону так само не обходиться без використання води чи спеціальних складів. Змочування покращує якість шліфування та запобігає поширенню кам'яного пилу
Полірування природного каменю, мармуру чи бетону так само не обходиться без використання води чи спеціальних складів. Змочування покращує якість шліфування та запобігає поширенню кам'яного пилу
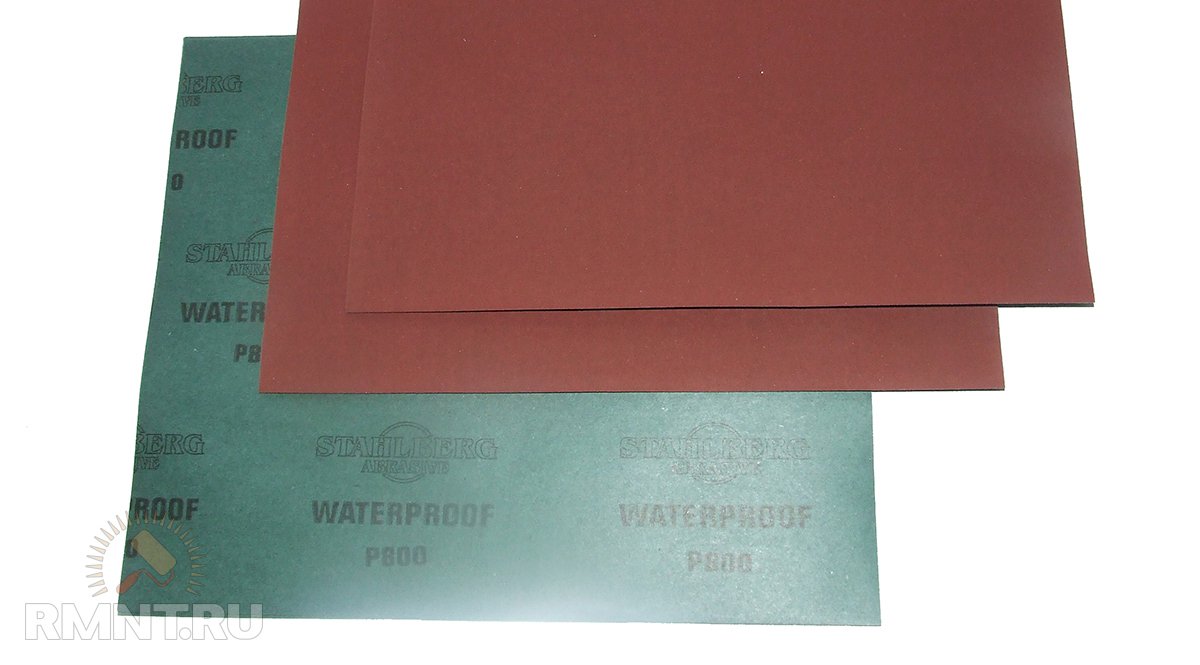
Стійкість до намокання визначається стандартом, який вказується наприкінці маркування на тильній стороні. Папір за ГОСТ 13344-79 допускає роботу у зволоженому середовищі, а за ГОСТ 6456-82 не допускає. Є й винятки, адже водостійкість загалом визначається типом сполучної речовини, тобто клею. Хоча тип сполучної речовини зазвичай не вказується, для обробки мокрим методом придатні абразиви, склеєні синтетичними речовинами: бітумними, смолами поліефірними, фенольними лаками, т.п. Дуже часто можливість використання паперу для мокрих робітпозначається додатково літерою "В" або словом Waterproof.
Для ручної обробки
Часто домашньому майструдоводиться обробляти свої вироби вручну. Так якість шліфування набагато вища, залишається менше необроблених ділянок. Для ручної обробкипапір випускається у форматі листів, стрічок та рулонів.

Ходовими типами по зернистості у господарстві виявляються тканинний папір Р60, Р80 і Р120. Дрібніша шкірка зазвичай має паперову основу. Рекомендується завжди тримати у запасі різні номери абразивного паперу для тонкого шліфування аж до Р400.
Шкірка на тканинній основі зернистістю вище Р300 випускається переважно для машинної обробки, хоча їй можна з поперемінним успіхом працювати і вручну. Основна труднощі в тому, що абразив залитий солідним шаром сполучного, обробка такою стрічкою вручну проходить вкрай повільно, особливо при високій зернистості. Однак мокре шліфування таким папером проводити – одне задоволення.

Також для ручної обробки будуть корисні поліуретанові шліфувальні губки, якими дуже зручно обробляти деталі з дрібним рельєфом. Якщо захоплюєтеся обробкою дерева – завжди майте запас поролонової шкірки, це саме ефективний засібдля підготовки під фарбування або розтин лаком.
Стрічки та диски для машинного шліфування
При покупці витратних матеріалів для шліфувальних машин важко помилитися. Всі вони мають конкретний тип і робочі розміри - або довжину та ширину, або розмірний номер, або діаметр.

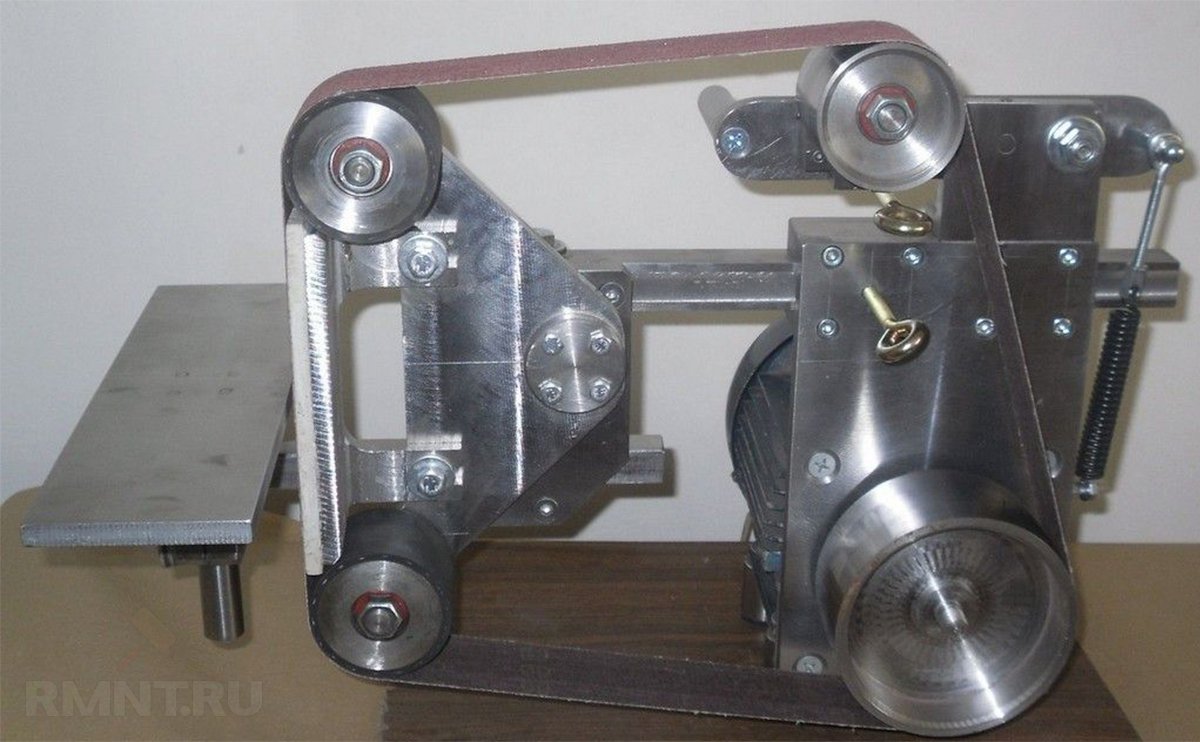
Для стрічкових шліфувальних машин та гриндерів використовується папір на тканинній основі, згорнутий у кільце. Довжина та ширина в міліметрах - основний параметр такої наждачки, який визначається придатністю для використання з тим чи іншим інструментом.

Якщо з шириною ще можна "пограти", використовуючи вужчу стрічку або відірвавши надлишок, то стрічки довільної довжини можна використовувати тільки на гриндерах з регульованим натягом. Також зверніть увагу, що для кільцевої стрічки діє лише один напрямок руху, вказаний стрілкою на тильній стороні.

З абразивним папером для роторних та дельтоподібних шліфувальних машин все ще простіше. Вони або підходять за розміром, або ні - розмір відповідних витратних матеріаліводнозначно вказано в інструкції до обладнання. При виборі слід звертати увагу на положення отворів для відведення пилу. Оскільки йдеться про електроінструмент, практично весь наждачний папір у розхідниках призначений для сухого шліфування. Залишається тільки правильно підібрати зернистість за типом матеріалу та бажаною якістю поверхні, а потім поетапно її знижувати в процесі обробки.

При виготовленні та реставрації меблівзастосовується шкірка. Наждачний папір, за принципом дії, нічим не відрізняється від будь-якого ріжучого інструментув майстерні. У частинок наждакового паперу велика кількістьгострих граней, які розрізають, наприклад, деревину.
Що таке зернистість наждакового паперу?
Основний параметр наждакового паперу – "зернистість". Зернистість- це співвідношення кількості абразивних частинок на дюйм або сантиметр наждакового паперу.Чим нижча зернистість, тим грубіше наждачний папір і навпаки, чим більше кількість зерен на одиницю площі, тим гладкіший наждачний папір. Про наждаковий папір говорять як про розмір його зернистості (наприклад, 150-зернистий наждачний папір).
Яку зернистість наждакового паперу слід використовувати?
Зернистість для використання залежить від того, що потрібно зробити. Список нижче є загальні рекомендаціїдля деревини, інших матеріалів зернистість може знадобитися інша.
Зернистість:
- від Р12до Р60- застосовується для грубого шліфування, обдирання та чорнової обробки.
- від Р80до Р120- Середнє шліфування, застосовується для згладжування поверхні, видалення невеликих недоліків.
- від P150до P180- тонке та остаточне шліфування перед завершенням обробки деревини.
- від P220до P240- дуже тонке шліфування між покриттям фарбою та ґрунтовкою.
- від P280до P320- застосовується для видалення пилових цяток або позначок між покриттями, наприклад, між шарами лаку.
- від P360до P500- тонке остаточне шліфування для видалення деякого глянцю або плям і подряпин на поверхні.
З 2005 року в Росії виробники наждакового паперу маркерують за європейськими стандартами. Але часто можна знайти на папері позначення за старим ГОСТом. У наведеній таблиці показано відповідність старих та нових номерів зернистості наждачного паперу
| ГОСТ Р 52381-2005 для гнучкого абразивного інструменту | ГОСТ 3647-80 | Група шліфувальних матеріалів |
|---|---|---|
| -- | 200 | Шліфувальне зерно |
| P12 | 160 | |
| P16 | 125 | |
| P20 | 100 | |
| P24 | 80 | |
| P30 | 63 | |
| P36 | 50 | |
| P40 | 40 | |
| P50 | 32 | |
| P60 | 25 | |
| P80 | 20 | |
| P100 | 16 | |
| P120 | 12 | Шліфувальний порошок |
| P150 | 10 | |
| P180 | 8 | |
| P220 | 6 | |
| P240 | 5 | |
| 4 | ||
| P280 | M63 | Мікрошліфувальний порошок |
| P320 | M50 | |
| P360 | ||
| P400 | M40 | |
| P500 |
Просування через зернистість- під час шліфування слід послідовно використовувати наждачний папір від малого номера до більшого (за європейським маркуванням). При просуванні через зернистість кожен наступний номер наждакового паперу видаляє подряпини попереднього. Можливий пропуск кількох номерів зернистості для того, щоб заощадити час. Це можливо при шліфуванні м'яких порід деревини.
Найчастіше можна закінчити шліфування на 150 чи 180 зернистості. Якщо ви плануєте застосовувати забарвлення на водній основі, найкраще завершити роботу наждачним папером із зернистістю 200. Це тому, що водне забарвлення може мати тенденцію до виділення та збільшення подряпин.
Типи абразиву на наждачному папері.
Існує чотири основні типи абразивів для наждакового паперу, що використовується для обробки деревини: окис алюмінію, гранат, карбід кремніюі керамічний. Два найбільш часто використовуються для обробки деревини це окис алюмінію та гранат.
Окис алюмініює одним із найбільш часто зустрічаються абразивів для обробки деревини. Цей абразив відрізняється високим ступенем крихкості. Це означає, що коли застосовується теплота та тиск, він розламується. Це дуже бажано, оскільки коли окис алюмінію ламається, вона створює нові гострі грані. Така властивість самооновлення дозволяє окису алюмінію утримуватися довше, ніж більшості інших наждачних паперів.
Гранат- це природний абразив, який зазвичай використовується для обробки деревини. Він не такий пухкий, як окис алюмінію і має тенденцію до більш швидкого зношування. Це зовсім погано, так як гранат буде виробляти більш гладку поверхню, ніж окис алюмінію того ж номера зернистості. Однак він різатиме повільніше. Гранат також є чудовим вибором паперу для заключного шліфування. Він має тенденцію до полірування чи запечатування структури дерева. Це дозволяє пігментним фарбам рівномірніше проникати в деревину, таку, як береза або сосна.
Карбід кремніюміцніше, ніж окис алюмінію та гранат. Це робить його придатним для різання важких матеріалів, таких як метал, фарба, пластмаса та скловолокно. Карбід кремнію також пухкий абразив, але деревина мало твердий матеріал для дроблення її поверхні, тому абразив має тенденцію більш швидкому зносу, ніж окис алюмінію.
Керамічний абразивне є пухким матеріалом. Він найтвердіший з усіх доступних абразивів. Він частіше доступний тільки в грубих сортах паперу для швидкого видалення деревини під час її обробки. Найбільш звичайне використання керамічного наждакового паперу - у формуванні та вирівнюванні деревини. Він також один із найдорожчих доступних матеріалів. Найімовірніше його можна побачити в керамічних абразивах, що використовуються у шліфувальних стрічках.
Історія
Перша згадка про наждачний папір відноситься до 13 століття, коли в Китаї вона виготовлялася з розмелених раковин, насіння і піску насіяних на пергамент за допомогою натурального клею. У деяких народів як наждачний папір використовувалася шкіра акули.
Вважається, що винахідником сучасного шліфувального паперу є Джон Оукей (John Oakey) (1813 - 10 січня 1887) - англійський винахідник і засновник компанії "Джон Оукей і сини", виробника наждачного паперу та інших шліфувальних матеріалів.
Будучи підмайстром у майстерні з виготовлення музичних інструментівВін почав виготовляти свою першу продукцію, приклеюючи пісок і розмелене скло на папір. Удосконаливши технологію для масового виробництва, він у 1833 р. заснував бізнес у Валворті (Лондон), а потім переніс його на Вестмінстер Брідж Роуд, де, на місці колишнього притулку збудував фабрику, будівлю якої в ті роки називалося Веллінгтон Міллс (Wellington Mills). Досі не збереглося.
Оукей послідовно розробив папір для сухого та вологого шліфування та цілий рядшліфувальних матеріалів, включаючи засоби для полірування взуття, засоби для чищення посуду, поліроль для меблів та засіб для полірування ножів (запатентований Wellington Knife Polish).
Джон Оукей помер у 1887 році та похований на цвинтарі Вест Норвуд (West Norwood Cemetery). Його бізнес перейшов до синів Джозефа та Джона.
Типи та види шліфувального паперу. Приклади маркування
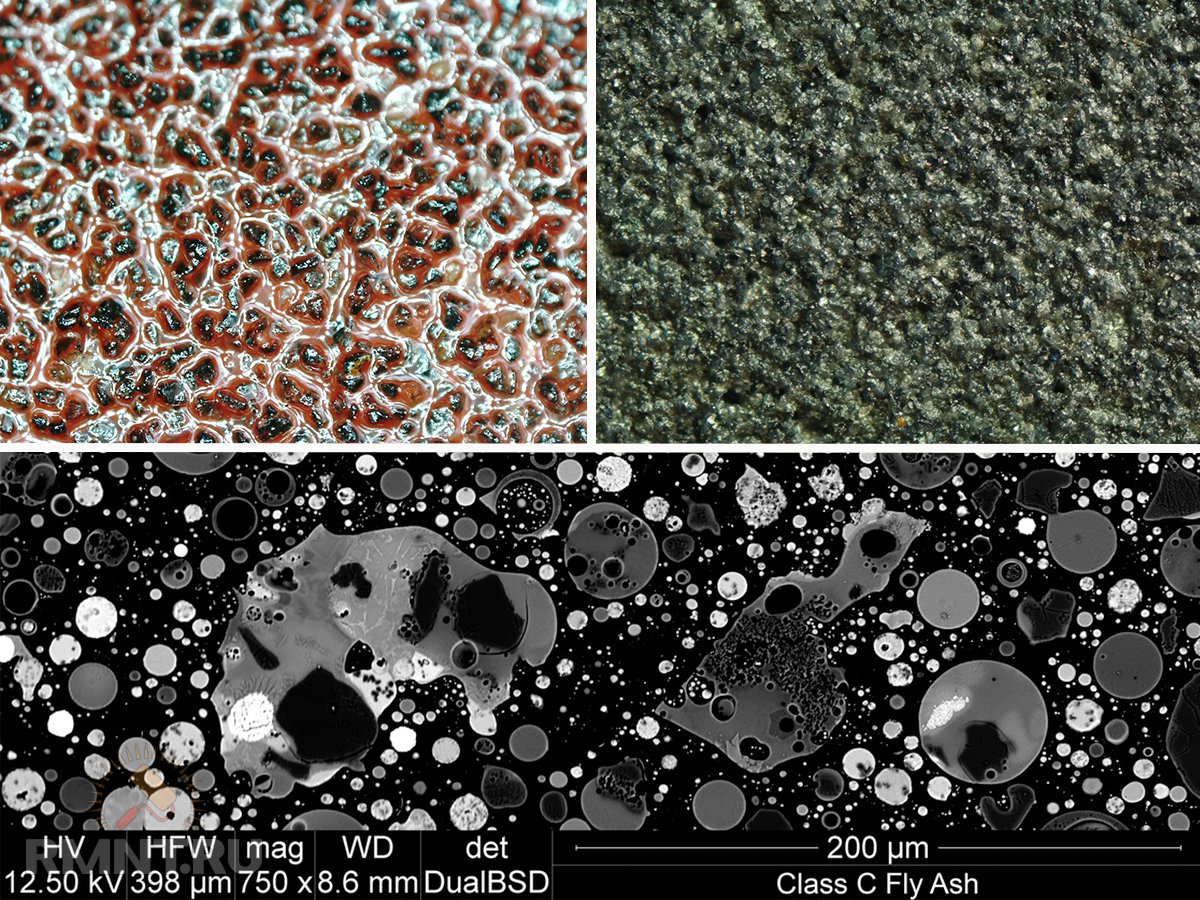
Строго кажучи, натуральний наждак, природний матеріал, що є сумішшю корунду і магнетиту, у виробництві сучасних шліфувальних матеріалів майже не застосовується. Найбільш часто для виготовлення шліфувальних матеріалів на паперовій або тканинній основі використовують штучно одержувані оксид алюмінію (електрокорунд) або карбід кремнію.
Оксид алюмінію
Найширше застосовуваний абразив. Отримують електрокорунд відновною плавкою в дугових печах шихти, що складається з бокситового агломерату, вуглецевого малозольного матеріалу і залізної стружки. Витримує сильний тиск, має відмінну ріжучу здатність. Є твердими кристалами з гострими гранями на зламі.
Карбід кремнію
Блискучі кристали нерегулярної форми з дуже гострими краями. Карбід кремнію за твердістю перевершує оксид алюмінію, але більш тендітний. Під тиском під час роботи кристали розколюються з утворенням нових ріжучих граней. Ця властивість карбіду кремнію зберігає робочі властивості шліфувальних матеріалів довгий час і запобігає засміченню абразивної поверхні. Шліфматеріали з карбідом кремнію рекомендуються для обробки скла, пластику, чистової обробки металу.
Класифікація шліфувального паперу за показником зернистості
Основними характеристиками абразивних матеріалів, крім їхньої природи є такі, як «Зерно» та «Зернистість» (grit).
«Зерно»- Розмір (діаметр) гранули абразивного матеріалу.
«Зернистість»- Кількість абразивних частинок на квадратний дюйм.
В даний час серед іноземних та деяких російських виробниківНайбільшого поширення набув стандарт Європейської Федерації виробників абразивних матеріалів FEPA (Federation of European Producers of Abrasives). Ця класифікація повністю ідентична класифікації абразивних матеріалів за версією Міжнародної організації зі стандартизації ISO (International Organization for Standardization).
Стандарт ISO 6344 складається із трьох частин: «Шліфувальний матеріал з покриттям. Гранулометричний аналіз. Частина 1. Визначення гранулометричного складу»; «Шліфувальний матеріал із покриттям. Гранулометричний аналіз. Частина 2. Визначення гранулометричного складу мікрозерен від P12 до P220»; «Шліфувальний матеріал із покриттям. Гранулометричний аналіз. Частина 3. Визначення гранулометричного складу шліфпорошку від Р240 до Р2500»
Гранулометричний склад шліфпорошку позначається буквою P і цифрами від 12 до 2500. Визначається гранулометричний склад шліфувальних порошків від P12 до P220 просіюванням через контрольні сита, з певним розміром комірки, в той час як для шліфпорошків (Р240-Р250). Причому типоряд «P» дійсний для гнучких матеріалів. Існує ще схожий на нього тип «F» - для твердих виробів - кіл, брусків, деяких дисків
Чим нижча зернистість, тим грубіше наждачний папір і навпаки. На ринку представлений шліфувальний папір із зернистістю від Р12 до Р4000. Найчастіше для будівельно-оздоблювальних робіт застосовується шліфувальний папір із зернистістю Р80-Р600.
Також зустрічається продукція, маркування якої відповідає національним стандартам:
Маркування за ГОСТом. Наноситься на зворотний бік фарбою
| Л1Е620×50П215А25-НМА ГОСТ 6456-82 622 |
|---|
- Л - листова
- для рулонної букву не ставлять
- 1 – тип паперу. Варіанти:
- 1 – для шліфування матеріалів низької твердості
- 2 - для шліфування металів
- Е - абразив нанесений електростатичним способом
- 620×50 – розмір, ширина, мм х довжина, мм. Варіанти:
- розмір, ширина, мм х довжина, мм для листів
- розмір, ширина, мм х довжина, м для рулонів
- П2 – основа – папір 0-200. Варіанти:
- Л1, Л2, М - вологоміцний папір
- П1, ... П11 - невологоміцний папір
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г – тканина саржа
- П - тканина напівдвонитка
- 15А - марка нормального електрокорунду. Варіанти:
- 15А - нормальний електрокорунд
- 24А, 25А - білий електрокорунд
- 43А, 45А - монокорунд
- 53С, 54С, 55С - карбід кремнію чорний
- 62С, 63С - карбід кремнію зелений
- 25 - розмір основної фракції абразиву, мкм. Різновид:
- М63 … М3 - мікрошліфпорошки, розмір мкм
- -Н - Зміст основної фракції абразиву. Варіанти:
- В - ≥ 60%
- П - ≥ 55%
- Н - ≥ 45%
- Д - ≥ 41%
- М-абразив приклеєний мездровим клеєм. Варіанти:
- М - мездровий клей
- С – синтетичний клей
- К - комбінована зв'язка (М+С)
- СФК – фенолформальдегідна смола
- А – показник зносостійкості за класом (наявність дефектів). Варіанти:
- А - ≤ 0,5%
- Б - ≤ 2%
- В - ≤ 3%
- ГОСТ 6456-82 – стандарт. Варіанти:
- ГОСТ 13344-79 - водостійка тканинна
- ГОСТ 6456-82 - неводостійка
- 622 - заводський номер партії (іноді відсутня)
Маркування
Абразиви на паперовій основі
Папір для основи повинен бути дуже міцним, щоб витримувати механічні дії. Її класифікують залежно від густини (г/м2) і маркують кольоровими літерами. Прийнято таку класифікацію (згідно з FEPA).
Папір може бути як водостійким, так і звичайним. Звертайте увагу на маркування виробника. Водостійкість шліфувальної шкірки також визначається типом сполучного.
Переваги паперової основи:
Низька вартість;
Не відбувається подовження основи під час роботи;
Поверхня дозволяє наносити найдрібніші фракції шліфувального матеріалу.
Недоліки:
Невисока міцність та зносостійкість;
Неводостійкість (водостійка паперова основа використовується, як правило, тільки при ручній обробці).
Абразиви на тканинній основі
Найчастіше в якості основи для абразивних матеріалів використовують бавовну та поліестер. Тканини просочуються поліефірною смолою для надання їм більшої міцності та водостійкості. Основними характеристиками тканин є еластичність та міцність на розрив.
Тканина класу J застосовується для чистового шліфування краю та профілю. Тканина Х зазвичай використовується для важкої брудної роботи. Тканини типів W та Y застосовують, коли потрібна підвищена міцність стрічки – при промисловому шліфуванні панелей. Вибираючи стрічку на тканинній основі, брати завжди потрібно тип настільки жорсткий, наскільки це дозволяють операція шліфування і форма поверхні, що обробляється. Жорсткість основи найчастіше прямо корелює з терміном служби стрічки.
Переваги тканинної основи:
Висока міцність та зносостійкість;
Водостійкість.
Недоліки:
Відносно висока вартість;
Подовження під час роботи (залежить від типу тканини та характеру обробки).
Для виготовлення деяких абразивних матеріалів використовуються комбіновані основи(тканина, склеєна з папером) з різними властивостями.
Фіброва основа - спеціальний видоснови, призначені для виготовлення фібрових дисків. Фібру одержують шляхом обробки целюлози хлористим цинком, в результаті виходить абсолютно новий, твердий та щільний продукт. Основа неводостійка, активно вбирає вологу.
Класифікація шліфувального паперу за типом нанесення абразиву (насипання).
Відкрите та напіввідкрите насипання: зерна покривають від 40 до 60 % поверхні основи. Такий папір підходить для обробки пухких, м'яких матеріалів- м'які, смолисті породи дерева, шпакльовані поверхні та ін. Відкритий типзасипки виключає забивання проміжків між зернами відходами шліфування та утворення грудок на абразивній поверхні.
Закрите або суцільне насипання: зерна абразиву покривають поверхню основи повністю. Шліфувальні матеріали з суцільним засипанням більш ефективні при шліфуванні твердих матеріалів(Метали, тверді породи дерева).
Технологія виробництва шліфувального паперу. Нанесення абразиву
У виробництві шліфувальної шкірки застосовуються такі способи нанесення абразиву.
Механічний.Абразивні зерна під дією сили тяжіння падають на основний сполучний шар несучого матеріалу, розташовуючись хаотично. Абразивні матеріали, під час виробництва яких використовується механічний спосібнанесення зерна, менш агресивні.
Нанесення зерна у електростатичному полі.Негативно заряджені абразивні зерна в електростатичному полі притягуються до основного сполучного шару основи, що несе. Під дією електростатичного поля зерна вдавлюються в клейову основу, розташовуючись вертикально, вістрям вниз. Абразивні матеріали, при виробництві яких використовується спосіб нанесення зерна в електростатичному полі, агресивніші і дозволяють знімати більше матеріалу при однакових зусиллях.
Сполучні
Для виготовлення шліфувальної шкурки застосовують сполучні різних типівта марок. Вид зв'язки має визначальні значення для міцності та режимів роботи абразивного інструменту. Завдання сполучного - утримання абразивного зерна на основі та відведення тепла із зерна в процесі роботи. При цьому міцність закріплення зерна у сполучному повинна перевищувати міцність абразивного зерна. Крім того, від типу сполучного великою мірою залежить жорсткість або еластичність шкурки та її водостійкість. У композиції сполучного можуть додавати і спеціальні компоненти, що надають шліфувальній шкірці певні властивості, як наприклад антистатичні або антизасолювальні.
Деякі типи синтетичних сполучних:- фенолоформальдегідні та карбамідоформальдегідні смоли - на основі лаку - на основі епоксидних смол
З натуральних сполучних найбільше застосування має мездровий клей. Шліфувальний папір з його використанням не має водостійких властивостей і не підходить для вологого шліфування.
Особливості застосування
- При обробці поверхні слід дотримуватись загального правила: починати роботу із застосуванням грубішого шліфувального паперу, поступово змінюючи його на папір з більш тонким зерном (великим показником зернистості). Грубе та дуже грубе зерно застосовується для чорнового шліфування дерева, зняття старої фарби, іржі з металевих поверхонь. Тонке та дуже тонке зерно – для різних стадій чистового шліфування, шліфування полірування пофарбованих поверхонь, шліфування металу. Для пластику з успіхом застосовується шліфувальний папір з напиленням із карбіду кремнію.
- Для вологого шліфування зазвичай використовується водостійкий шліфувальний папір із зернистістю P400-P600. Використання води при шліфуванні дозволяє досягти гладкішої поверхні, виключає утворення пилу. Мокре шліфування, як правило, проводиться вручну для ретельного контролю зусилля, що додається.
- В даний час для ручного та машинного шліфування доступні не тільки традиційні шліфувальні листи на паперовій та тканинній основі, але й пристосування, що найбільш підходять для деяких специфічних потреб та полегшують обробку. складних поверхоньабо пухких сипких матеріалів.
- Мідні ламелі колекторів електродвигунів рекомендують очищати від нагару тільки скляною наждачкою, будь-яка інша залишить свої зерна на поверхні міді і викличе швидке сточування вугільних чи графітових щіток. Народний спосіб- використовувати для цього «чиркальну» поверхню (терку) сірникової коробки, що містить скляний пил.
- Для ручного шліфування великих криволінійних поверхонь зручно наждачний папір закріпити на товстому (близько 1 см) шматку м'якої гуми.
- Для зручності роботи з наждачним папером її обертають навколо бруска (з будь-якого матеріалу - деревина, пластик, пінопласт) з прикріпленим (прибитим, приклеєним) до нього шматком повсті або пористої гуми.
якість ручної роботиз контролем тиску поєднується із збільшенням продуктивності праці
- Як тонкий наждаковий папір для пластмас можна використовувати грубий (обгортковий або газетний без тексту) папір.
Шліфувальні губки
Основою для губок є спінений поліуретану. Використовуються для ручного шліфування поверхонь складної формиз поглибленнями, пазами, округлими деталями. Жорсткі грані губки чудово шліфують. внутрішні кути. Найкраще підходять для шліфування виробів із дерева, МДФ. Грубо-і середньозернисті губки готують поверхні під грунтовку. Губками тонкої зернистості шліфують ґрунти, використовують для проміжного шліфування лакованих поверхонь.
По виду нанесення абразивного матеріалу губки можуть бути односторонніми, двосторонніми та чотиристоронніми.
У порівнянні з шліфувальним папером губка довговічніша, оскільки її можна промити від продуктів шліфування і використовувати знову.
Абразивна сітка
Є сіткою зі скловолокна з абразивом, нанесеним з обох боків. Як абразив найчастіше використовується карбід кремнію.
на зворотній сторонісітки та на упаковці вказана зернистість. Зернистість шліфувальної сітки збігається із зернистістю шліфувального паперу.
Для досягнення найкращого результату та щоб зберегти руки, шліфувальний папір закріплюють на шліфувальній колодці. Можна використовувати ручні шліфувальники (терки для шліфування) з фіксаторами або тримачем для телескопічного стрижня.
Така терка має прокладку зі спіненого матеріалу, яка забезпечує щільне прилягання паперу до оброблюваної поверхні і більш рівномірне шліфування.
Машинне використання
Шліфувальний папір служить оснасткою для наступних інструментів:
- вібраційні шліфувальні машини(аркуші прямокутної формикріпляться на затискачах або на







