Зварювальний апарат 220в своїми руками. Зварювальний апарат постійного струму своїми руками: моя схема. Як мотати силову обмотку
Апарат для зварювання застосовують за деяких видів кузовних робіт для з'єднання металевих деталей. Однак роботи з використанням даних пристроїв проводять зазвичай за наявності серйозних ушкоджень кузова, що зустрічаються порівняно рідко. Тому придбати новий відносно дорогий пристрій для разового використання недоцільно. Для побутового використання можна зробити зварювальний апарат своїми руками.
Особливості
Потрібно враховувати, що виготовляти зварювальний апарат самостійно вигідно лише за наявності деяких вихідних складових. Це пояснюється тим, що, хоча зібрати найпростішу модель пристрою нескладно, матеріали, необхідні для цього, дуже дорогі. Тому якщо купувати їх окремо спеціально для виготовлення даного приладу своїми руками, за підсумковою вартістю він може виявитися близьким до нового фірмового інструменту, який, звичайно, перевершуватиме за технічними характеристиками саморобний зварювальний апарат.
Конструкція
Основу розглянутого інструменту становить трансформатор, що є джерелом енергії. Він являє собою дві котушки мідного дроту, намотані на сердечник із металу. Причому котушки різняться за кількістю витків. Та їх, що підключається до електромережі, називається первинної. У вторинній котушці у своїй виникає струм меншого напруги, але більшого амперажу завдяки індукції.
Потрібно враховувати, що зварювальний апарат, що має малу силу струму, виробляє низькоякісне зварювання, в той час як надмірна сила струму призводить до спалювання електродів і різання металу.
Зварювальний апарат можна оснастити трансформатором, наприклад, від НВЧ-печі. Однак оскільки на його вторинній обмотці виникає напруга близько 2000 вольт, необхідно внести деякі зміни до конструкції своїми руками з метою зниження напруги, а саме скоротити кількість витків.

Для зниження напруги вторинну обмотку розпилюють у двох місцях та витягують із котушки. При цьому потрібно бути обережними, щоб не пошкодити первинну обмотку. Потім вторинну обмотку перемотують товстішим проводом або проводом ПЕВ з емалевою ізоляцією або термопапером товщиною 0,05 мм. Бажано використовувати третій варіант, тому що це дозволяє уникнути виникнення скін-ефекту, що виявляється у разі застосування звичайного дроту. Він полягає у витісненні високочастотних струмів, що призводить до перегріву провідника.
Створену обмотку покривають тонкоізоляційним лаком. Такі параметри, як кількість витків та товщина, обчислюють для кожної моделі трансформатора. Однак виведені й оптимальні значення: товщина обмотки – 0,3 мм, ширина – 40 мм, товщина дроту – 0,5-0,7 мм.
Якщо в наявності відсутній трансформатор від НВЧ-печі або іншого приладу, можна зібрати його своїми руками. Для цього знадобиться сердечник з поперечним перерізом 25-55 см² з трансформаторного заліза, що відрізняється високою магнітною проникністю, мідний дріт завдовжки кілька десятків метрів, ізоляційні матеріали.
Що стосується дроту, найкращим варіантом вважають термостійкий провід з міді зі склотканинною, бавовняною або в крайньому випадку гумовою ізоляцією. Можна зробити ізоляцію самотужки. Для цього необхідно нарізати ізоляційний матеріал смужками по 2 см і обернути ними провід.
Остаточний етап – просочування електротехнічним лаком. Чим якісніша ізоляція, тим нижча можливість перегріву інструменту. Параметри обмотки розраховують з урахуванням технічних характеристик приладу. Вихідна напруга холостого ходу саморобного зварювального апарату коливається від 60 до 65 В, робоча напруга - від 18 до 24 В. , З урахуванням втрат. Струм при цьому становить близько 25 А.
![]()
Кількість витків визначають на основі напруги з урахуванням площі перерізу сердечника магнітопроводу в 2 см. На 1 при якісному дроті припадає 0,9 - 1,1 витків. Загальну кількість одержують шляхом розподілу рівня напруги на частоту. У такий спосіб розраховують показники для обох обмоток. На основі цього можна визначити необхідну довжину дроту шляхом множення довжини одного витка на їхню загальну кількість. У цьому треба взяти певний запас.
Перед намотуванням котушок потрібно зробити каркаси з текстоліту або електротехнічного картону, які вільно надягають на сердечник. Між первинним і вторинним намотуванням необхідно прокласти ізоляцію у вигляді склотканини, електротехнічного або звичайного картону.
Корпус
Зварювальний апарат слід оснастити корпусом, який поміщають трансформатор для збереження від впливу зовнішніх факторів. При його виборі або виготовленні слід враховувати, що через електромагнітне випромінювання для цього підходять не всі матеріали. Найкращими варіантами вважають цельновигнутий твердий сталевий корпус або корпус з діелектричних матеріалів. Другий варіант складніше знайти або зібрати своїми руками, до того ж він менш міцний, проте дозволяє уникнути вібрації та втрати енергії в конструктивних елементах трансформаторів, що викликаються вихровими струмами, які збуджуються сильними магнітними полями розсіювання поблизу обмоток.
У корпусах інших матеріалів дані негативні явища можна трохи знизити (на 30-50 % залежно від конструкції і матеріалу корпусу), якщо зробити на корпусі поздовжні розсічки.
Більшість саморобних зварювальних інструментів не мають цілісного корпусу. Це дозволяє уникнути таких проблем, пов'язаних з ним, як вібрації, вихрові струми та втрати енергії. Однак у такому випадку зварювальний апарат піддається впливу зовнішніх факторів, що призводить до різкого зниження надійності та безпеки робіт. До того ж слід враховувати, що вищезгадані втрати становлять кілька відсотків, що майже непомітно на тлі опору в лініях електропередач та флуктації напруги у мережі.

Крім того, бажано оснастити апарат регулюванням вторинної напруги для плавного регулювання зварювального струму. Це дозволить компенсувати втрати у проводах великої довжини, що особливо актуально при роботі далеко від мережі живлення. У фірмових інструментах є ступінчасте регулювання напруги шляхом перемикання обмоток. Домашній електрозварювальний апарат можна оснастити схемою випрямлення напруги, побудованої на тиристорах.
Питання надійності
Зварювальний апарат, зроблений своїми руками, здебільшого виявляється не таким надійним, як фірмовий аналог. Тому при виготовленні слід вжити деяких заходів щодо її підвищення.
Основним фактором, що призводить до передчасного виходу з ладу пристроїв, що розглядаються, вважають перегрів. Для зниження можливості його виникнення насамперед необхідно зробити ефективну ізоляцію. Для цього потрібні надійні обмотувальні дроти із щільністю струму до 5-7 А/кв.мм. Однак цього може виявитися недостатньо.
Для швидкого охолодження дроту необхідно забезпечити взаємодію Космосу з повітрям. Для цього в обмотках потрібно зробити щілини. Після першого шару дроту і через кожні два наступні із зовнішніх сторін вставляють гетенаксові або дерев'яні планки 5-10 мм.
Таким чином забезпечують контакт кожного шару дроту з повітрям з одного боку. Якщо зварювальний апарат не має вентиляторів, щілини вертикально орієнтують для забезпечення постійної циркуляції повітря. У такому разі знизу надходить холодне повітря, тепле йде вгору.

Більш ефективним варіантом забезпечення охолодження трансформатора зварювального апарату, звичайно, є вентилятор. Його обдування майже не позначається на швидкості нагрівання, але значно прискорює охолодження. Однак потрібно враховувати, що для трансформатора із закритими обмотками проблема перегріву не вирішиться навіть при встановленні потужного вентилятора. У такому разі його можна уникнути лише помірним режимом роботи.
Існує ще один варіант вирішення проблеми перегріву трансформатора. Він полягає у зануренні його в трансформаторне масло. Ця рідина не тільки відводить тепло, а й є додатковим ізолятором. У такому разі корпус трансформатора повинен представляти герметичну ємність.
Найбільш проблемними з погляду перегріву є тороїдальні трансформатори. Вони швидко нагріваються та повільно охолоджуються. Також досить серйозною проблемою саморобних трансформаторів вважають вібрацію, що виникає під час роботи внаслідок тяжіння металевих елементів створюваним ними змінним магнітним полем. Через це виникає тертя проводів, що призводить до руйнування ізоляції, а також руйнування та продавлювання обмоток на кутах каркасу. Для зниження наслідків дії вібрації необхідно зробити якісну ізоляцію. Також потрібно міцно закріпити усі нерухомі елементи.
Слід уникати зберігання та використання зварювального апарату в умовах підвищеної вологості. Вода, що конденсується у щілинах ізоляції, є провідником струму. Перед використанням інструмент потрібно перевірити. Якщо напруга виходить за межі 60 - 65, збільшують або зменшують обмотку.
Досить часто на практиці будь-якого господаря виникає необхідність з'єднати металеві деталі. Один із таких способів з'єднання – це зварювання. Але що робити, якщо немає зварювального апарату? Звичайно, можна його придбати, але можна і виготовити найпростіший апарат самому, причому практично за півгодини.
Пролог
Найпростіший прототип зварювального апарату – освітлювальний електродуговий проектор – використовувався ще в середині ХХ століття у кіностудіях під час зйомок фільмів.
У домашніх умовах можливо зробити простий раритетний саморобний зварювальний апарат з автотрансформатора потужністю 200 Вт. (Зразкова схема автотрансформатора наведена на малюнку). Вихідна напруга регулюється за рахунок перестановки телебачення в гніздах.
На вторинній обмотці трансформатора необхідно знайти два висновки, на яких напруга буде близько 40 В. До цих висновків залишається приєднати графітові електроди та зварювальний апарат готовий! Правда потрібно враховувати, що при використанні такого автотрансформатора зварювальною метою бажано добре знати основи електробезпеки, оскільки не забезпечується гальванічна розв'язка з електромережею.
Область застосування такого саморобного зварювального апарату досить широка: від зварювання металевих виробів до загартування робочих поверхонь інструменту.
Приклади застосування Вольтової дуги
У практиці радіоаматорів часом виникає потреба у зварюванні або дуже сильному розігріві дрібних деталей. У разі немає потреби у застосуванні серйозного зварювального апарату, т.к. щоб створити високотемпературну плазму, не обов'язково мати спеціальне обладнання.
Розглянемо кілька прикладів практичного застосування Вольтової дуги.
Зварювання напруження магнетрону з шинами, що живлять.
У цьому випадку зварювання просто необхідне, хоча багато хто, при зустрічі з таким трудом, роблять заміну магнетрона. Адже найчастіше бувають лише дві несправності: обривається розжарення у точці (поз.1) і виходять із ладу через пробою прохідні конденсатори (поз.2).
На малюнку є магнетрон від мікрохвильової печі «Kenwood», який пропрацював після ремонту понад двадцять років.
Звичайно, виготовити термопару – справа зовсім безнадійна, проте буває, що її потрібно відремонтувати у разі облома «кульки». Зазвичай такі термопари зустрічаються в мультиметрах, які мають режим виміру температури.
У разі потреби зміни форми пружини або пророблення отвору слід враховувати, що загартована пружина має надто високу твердість для свердління і дуже тендітна для пробивання отвору за допомогою пробійника.
А у разі гарту сталевого інструменту (виготовленого з інструментальної сталі) достатньо нагріти робочу поверхню до малинового кольору і охолодити у ванночці з машинним маслом. На малюнку зображено загартоване жало викрутки після механічної обробки робочої кромки.
Дрібні зварювальні роботи можна виконувати за допомогою трансформатора потужністю від 200 Ват та вихідною напругою в діапазоні від 30 до 50 Вольт. При цьому зварювальний струм має бути 10-12 Ампер. Можна не перейматися перегріванням трансформатора, оскільки горіння дуги короткочасне.
Також підійде і звичайний лабораторний автотрансформатор ЛАТР із силою струму від 9 Ампер. Однак потрібно враховувати весь рівень небезпеки у зв'язку з тим, що відсутня гальванічна розв'язка з електромережею.
З метою запобігання пошкодженню графітового ролика струмознімач ЛАТРа бажано ввести обмеження вхідного струму застосуванням плавкої вставки (запобіжника). Тоді випадкове коротке замикання ланцюга електрода вже не страшно.
Електродами можуть бути будь-які графітові стрижні простих олівців (бажано м'які).
Як тримач для грифеля використовується металева частина електромонтажного клемника.
На цьому малюнку показаний приклад тримача із застосуванням клемника, причому один отвір використовується для кріплення ручки, а другий для затиску грифеля в клемі.
З метою запобігання розплавленню одноразового шприца (поз.3) при нагріванні клемника (поз.1) використовуються шайби зі склотекстоліту (поз.2). Для стандартного підключення до кабелю можна застосувати стандартне гніздо від приладу (поз.4).
Отже, схема з'єднання досить проста: один висновок вторинної обмотки з'єднується з утримувачем, а другий висновок приєднується до деталі, що зварюється.
Є ще інший варіант кріплення утримувача електрода із застосуванням електромонтажної клеми. Другий тримач знадобиться у разі зварювання металевих виробів з такою самою температурою плавлення або при необхідності розжарити металевий виріб (загартування, зміна форми).
Схема підключення до вторинної обмотки трансформатора двох графітових електродів.
Для збереження очей від опіку рогівки та від попадання іскор недостатньо використовувати темні окуляри через малу щільність світлофільтрів. Можна виготовити такий пристрій: як щиток може бути оправа бінокулярних окулярів з віддаленими лінзами; фільтр кріпиться за допомогою канцелярського затискача. Або можна скористатися радіоаматорськими окулярами, які застосовуються в SMD технологіях.
У разі зварювання міді з ніхромом або сталлю знадобиться флюс. При додаванні невеликої кількості води до тетраборату натрію (буру) або в борну кислоту виходить кашка, якою змащуються місця зварювання.
Матеріали для виготовлення флюсу зазвичай можна знайти в господарському магазині. Також можна скористатися засобом боротьби з комахами «Боракс», що містить борну кислоту.
Схема підключення аналогової камери відеоспостереження до телевізора, комп'ютера
Зварювальний апарат є досить затребуваним пристроєм серед професіоналів, так і серед домашніх майстрів. Але для побутового використання часом немає сенсу купувати дорогий агрегат, оскільки він буде використовуватися в окремих випадках, наприклад, якщо потрібно заварити трубу або поставити паркан. Тому розумніше зробити зварювальний апарат своїми руками, вклавши в нього мінімальну кількість коштів.
Головною деталлю будь-якого зварювальника, що працює за принципом електродугового зварювання, є трансформатор.Цю деталь можна витягти зі старої, непотрібної побутової техніки та зробити з неї саморобний зварювальний апарат. Але в більшості випадків трансформатору потрібна невелика доопрацювання. Існує кілька способів, щоб зробити зварювальник, які можуть бути як найпростішими, так і складнішими, що вимагають знання в радіоелектроніці.
Щоб виготовити міні-зварювальний апарат, знадобиться пара трансформаторів, знятих із непотрібної мікрохвильової печі. Мікрохвильову піч нескладно знайти у друзів, знайомих, сусідів і т.д. Головне, щоб вона мала потужність у межах 650-800 Вт, і в ній був справний трансформатор. Якщо піч матиме потужніший трансформатор, то й апарат вийде з вищими показниками струму.
Отже, трансформатор, знятий з мікрохвильової печі, має 2 обмотки: первинну (первинку) і вторинну (вторинку).

Вторинкамає більше витків та менший переріз проводу. Тому щоб трансформатор став придатним для зварювання, її потрібно прибрати і замінити на провідник з більшою площею перерізу. Щоб витягти цю обмотку з трансформатора, її необхідно спиляти з обох боків деталі за допомогою ножівки по металу.

Робити це потрібно з особливою акуратністю, щоб випадково не зачепити пилкою первинну обмотку.

Коли котушка буде спиляна, її залишки потрібно витягти з магнітопроводу. Це завдання набагато полегшиться, якщо просвердлити обмотки для зняття напруги металу.



Виконайте такі ж операції і з іншим трансформатором. У результаті у вас вийде дві деталі, що мають первинну обмотку на 220 В.
Важливо! Не забудьте видалити струмові шунти (показані стрілками на фото нижче). Це на 30 відсотків збільшить потужність апарату.

Для виготовлення вторинки потрібно придбати 11-12 метрів дроту. Він має бути багатожильний і мати переріз не менше 6 квадратів.

Щоб зробити зварювальний апарат, для кожного трансформатора потрібно намотати по 18 витків (6 рядів у висоту та 3 шари в товщину).


Можна обидва трансформатори мотати одним дротом або окремо. У другому випадку котушки повинні з'єднуватись послідовно.



Намотування слід робити дуже щільним, щоб дроти не бовталися. Далі, первинні обмотки потрібні з'єднати паралельно.

Щоб деталі з'єднати разом, їх можна прикрутити до обрізання дерев'яної дошки.

Якщо виміряти напругу на вторинному трансформаторі, то в даному випадку воно дорівнюватиме 31-32 В.

Таким саморобним зварювальником легко вариться метал товщиною 2 мм електродами з діаметром 2,5 мм.



Слід пам'ятати, що варити таким саморобним апаратом слід із перервами на відпочинок, оскільки його обмотки сильно нагріваються. У середньому, після кожного використаного електрода апарат повинен остигати протягом 20-30 хвилин.
Тонкий метал агрегатом, зробленим з мікрохвильової печі, варити не вийде, оскільки він його різатиме.Для регулювання струму до зварювальника можна підключити баластовий резистор або дросель. Роль резистора може виконати відрізок сталевого дроту певної довжини (підбирається експериментально), який приєднується до низьковольтної обмотки.
Зварювальник на змінному струмі
Це найпоширеніший вид апаратів для зварювання металів. Його просто виготовити в домашніх умовах і він невибагливий в експлуатації. Але головний недолік апарату – це велика маса понижуючого трансформатораякий є основою агрегату.

Для домашнього використання достатньо, щоб апарат видавав напругу 60 В і міг забезпечити силу струму 120-160 А. Тому для первинки, До якої йде підключення побутової мережі 220 В, знадобиться провід з перетином від 3 мм 2 до 4 мм 2 . Але ідеальний варіант - це провідник з перетином 7 мм2. При такому перерізі перепади напруги та можливі додаткові навантаження апарату будуть не страшні. З цього випливає, що для вторинки потрібен провідник, що має 3 мм у діаметрі. Якщо брати алюмінієвий провідник, то розрахунковий переріз мідного множиться на коефіцієнт 1,6. Для вторинкипотрібна мідна шина з перетином не менше 25 мм 2
Дуже важливо, щоб провідник для намотування був покритий ганчірковою ізоляцією, оскільки традиційна оболонка ПВХ при нагріванні плавиться, що може викликати міжвиткове замикання.
Якщо ви не знайшли провід із необхідним перетином, то його можна виготовити самостійноз більш тонких провідників. Але при цьому значно збільшиться товщина дроту і, відповідно, габарити агрегату.
Першим ділом, виготовляється основа трансформатора - сердечник. Його роблять із металевих пластин (трансформаторної сталі). Дані пластини повинні мати товщину 035-055 мм. Шпильки, що з'єднують пластини, потрібно добре ізолювати від них. Перед збиранням сердечника прораховуються його розміри, тобто розміри вікна і площа перерізу сердечника, так званого керна. Для розрахунку площі використовують формулу: S см 2 = a х b (див. мал. Нижче).

Але з практики відомо, що якщо зробити сердечник із площею меншою 30 см 2 , то таким апаратом буде складно отримати якісний шов через нестачу запасу потужності. Та й нагріватись він буде дуже швидко. Тому перетин серцевини має бути не менше 50 см2. Незважаючи на те, що збільшиться маса агрегату, він стане надійнішим.
Для складання сердечника краще використовувати Г-подібні пластинита розміщувати їх так, як показано на наступному малюнку, поки товщина деталі не досягне необхідного значення.

Пластини після закінчення збирання необхідно скріпити (по кутах) за допомогою болтів, після чого зачистити напилком і заізолювати тканинною ізоляцією.
Тепер можна розпочати намотування трансформатора.

Слід враховувати один нюанс: співвідношення витків на осерді має бути 40% до 60%.Це означає, що на боці, де розміщена первинка, має бути менша кількість витків вторинного. Завдяки цьому на початку зварювання обмотка, що має більше витків, частково відключиться через виникнення вихрових струмів. При цьому підвищиться сила струму, що позитивно позначиться на якості шва.
Коли намотка трансформатора буде завершена, мережний кабель підключається до загального дроту і відгалуження 215 витка. Зварювальні кабелі підключаються до вторинної обмотки. Після цього зварювальний апарат готовий до роботи.
Апарат на постійному струмі
Щоб варити чавун або нержавіючу сталь, потрібен апарат постійного струму. Його можна зробити із звичайного трансформаторного агрегату, якщо до його вторинної обмотки під'єднати випрямляч. Нижче наведено схему зварювального апарату з діодним мостом.

Схема зварювального апарату з діодним мостом
Випрямляч збирається на діодах Д161, здатних витримувати 200А. Вони обов'язково мають бути встановлені на радіаторах. Також для вирівнювання пульсації струму потрібно 2 конденсатора (С1 і С2) на 50 і 1500 мкф. Ця електросхема також має регулятор струму, роль якого виконує дросель L1. До контактів Х5 і Х4 приєднуються зварювальні кабелі (прямий або зворотний полярністю), залежно від товщини металу, що з'єднується.
Інвертор із блока живлення комп'ютера
Зварювальний апарат із блока живлення комп'ютера зробити неможливо. Але використовувати його корпус та деякі деталі, а також вентилятор цілком реально. Отже, якщо зробити інвертор своїми руками, його легко можна розмістити в корпусі БП від комп'ютера. Усі транзистори (IRG4PC50U) та діоди (КД2997А) необхідно встановлювати на радіатори без використання прокладок. Для охолодження деталей бажано використовувати потужний вентилятор, Такий як Thermaltake A2016. Незважаючи на свої невеликі розміри (80 х 80 мм), кулер здатний розвивати 4800 об/хв. Також вентилятор має вбудований регулятор обертів. Останні регулюються за допомогою термопари, яку потрібно закріпити на радіаторі із встановленими діодами.
Порада! У корпусі БП рекомендується просвердлити кілька додаткових отворів для кращої вентиляції та відведення тепла. Захист від перегріву, встановлений на радіаторах транзисторів, налаштований на спрацьовування за температури 70-72 градуси.
Нижче наведена принципова електрична схема зварювального інвертора (у великій роздільній здатності), за якою можна зробити апарат, що міститься в корпусі БП.
На наступних фото показано, з яких комплектуючих складається саморобний зварювальний інверторний апарат, і як він виглядає після складання.



Зварювальник з електромотора
Щоб виготовити простий зварювальний апарат із статора електродвигуна, необхідно підібрати сам мотор, що відповідає певним вимогам, а саме щоб його потужність була від 7 до 15 кВт.
Порада! Найкраще використовувати двигун серії 2А, оскільки в ньому буде велике вікно магнітопроводу.
Роздобути потрібний статор можна у місцях, де приймають металобрухт. Як правило, він буде очищений від проводів і після кількох ударів кувалдою розколюється. Але якщо корпус виготовлений з алюмінію, то щоб витягти з нього магнітопровід, потрібно відпалити статор.
Підготовка до роботи
Поставте статор отвором нагору і підкладіть під деталь цеглу. Далі складіть всередину дрова і підпаліть їх. Після пари годин прожарювання магнітопровід легко відокремиться від корпусу. Якщо в корпусі є дроти, їх також після термообробки можна вийняти з пазів. В результаті ви отримаєте магнітопровід, очищений від непотрібних елементів.

Цю болванку слід добре просочити масляним лакомі дати їй просохнути. Для прискорення процесу можна використати теплову гармату. Просочення лаком робиться для того, щоб після зняття стяжок не відбулося розсипання пакета.
Коли болванка повністю висохне, використовуючи болгарку, видаліть стяжки, розташовані на ній. Якщо стяжки не видалити, вони будуть виконувати роль короткозамкнених витків і забирати потужність трансформатора, а також викликати його нагрівання.
Після очищення магнітопроводу від непотрібних частин потрібно виготовити дві торцеві накладки(Див. малюнок нижче).

Матеріалом їх виготовлення може бути або картон, або прессшпан. Також потрібно виготовити з цих матеріалів дві гільзи. Одна буде внутрішньою, а друга – зовнішньою. Далі потрібно:
- встановити на болванці обидві торцеві накладки;
- потім вставити (одягнути) циліндри;
- всю цю конструкцію обмотати кіперною або склострічкою;
- просочити деталь, що вийшла, лаком і висушити.
Виготовлення трансформатора
Після проведення вищеописаних дій із магнітопроводу можна буде виготовити зварювальний трансформатор. Для цих цілей знадобиться провід, покритий тканинною або склоемалевою ізоляцією. Щоб намотати первинну обмотку, потрібно провід діаметром 2-2,5 мм. На вторинну обмотку потрібно близько 60 метрів мідної шини (8 х 4 мм).
Отже, розрахунки робляться в такий спосіб.
- На сердечник слід намотати 20 витків дроту, що має діаметр не нижче 1,5 мм, після чого потрібно подати на нього напруги 12 В.
- Виміряйте струм, що протікає в цій обмотці. Значення має бути близько 2 А. Якщо вийшло значення більше необхідного, кількість витків потрібно збільшити, якщо значення менше 2А, то зменшити.
- Підрахуйте кількість витків і розділіть його на 12. В результаті ви отримаєте значення, яке вказує, скільки потрібно витків на 1 В напруги.
Для первинної обмоткипідійде провідник діаметром 2,36 мм, який потрібно скласти вдвічі. В принципі можна взяти будь-який провід з діаметром 1,5-2,5 мм. Але спочатку потрібно прорахувати перетин провідників у витку. Спочатку потрібно намотати первинну обмотку (на 220 В), а потім – вторинну. Її провід має бути ізольованим по всій довжині.
Якщо у вторинній обмотці зробити відвід на ділянці, де виходить 13 В, і поставити діодний міст, цей трансформатор можна використовувати замість акумулятора, якщо потрібно завести автомобіль. Для зварювання напруга на вторинній обмотці має бути в межах 60-70, що дозволить використовувати електроди діаметром від 3 до 5 мм.
Якщо ви поклали обидві обмотки, і в цій конструкції залишилося вільне місце, то можна додати 4 витки шини з міді (40 х 5 мм). В даному випадку ви отримаєте обмотку для точкового зварювання, яке дозволить з'єднувати листовий метал завтовшки до 1,5 мм.
Для виготовлення корпусувикористовувати метал не рекомендується. Краще його зробити з текстоліту чи пластику. У місцях кріплення котушки до корпусу потрібно прокласти гумові прокладки для зменшення вібрації та кращої ізоляції від струмопровідних матеріалів.

Саморобний апарат точкового зварювання
Готовий апарат для точкового зварювання має досить високу ціну, яка не виправдовує його внутрішню начинку. Влаштований він дуже просто, і зробити його самому не складе великої праці.

Щоб самостійно виготовити точковий зварювальний апарат, знадобиться один трансформатор від мікрохвильової печі потужністю 700-800 Вт.З нього потрібно прибрати вторинну обмотку способом, описаним вище, у розділі, де розглядалося виготовлення зварювального апарату з мікрохвильової печі.
Апарат для точкового зварювання робиться в такий спосіб.
- Зробіть 2-3 витки всередині манітопроводу кабелем з діаметром провідника не менше 1 см. Це буде вторинна обмотка, що дозволяє отримати струм 1000 А.

- На кінцях кабелю рекомендується встановити мідні наконечники.

- Якщо підключити до первинної обмотки 220, то на вторинній обмотці ми отримаємо напругу 2 з силою струму близько 800 А. Цього буде достатньо, щоб за кілька секунд розплавити звичайний цвях.


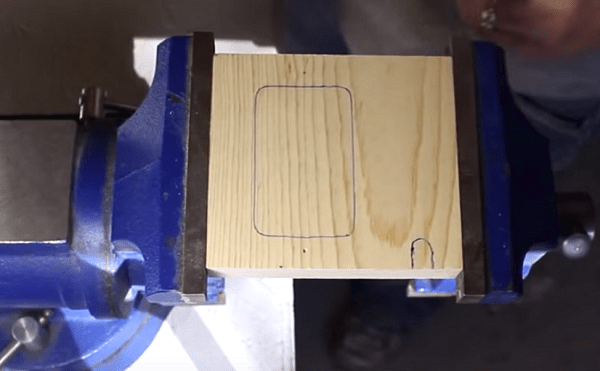
- Далі, слід зробити корпус для апарату. Для основи добре підійде дерев'яна дошка, з якої слід виготовити кілька елементів, як показано на малюнку. Розміри всіх деталей можуть бути довільними та залежать від габаритів трансформатора.


- Щоб надати корпусу більш естетичний вигляд, гострі кути можна прибрати за допомогою ручного фрезера із встановленою на нього кромковою фрезою.


- На одній частині зварювальних кліщів необхідно вирізати невеликий клин. Завдяки йому кліщі зможуть підніматися вище.


- Виріжте на задній стінці корпусу отвори під вимикач та мережний провід.
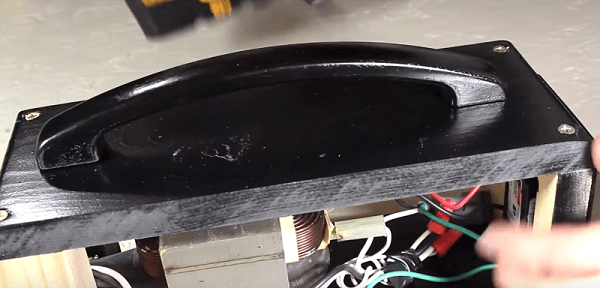
- Коли всі деталі будуть готові та відшліфовані, їх можна пофарбувати чорною фарбою або накрити лаком.

- Від непотрібної мікрохвильової печі потрібно від'єднати мережевий кабель і кінцевий вимикач. Також знадобиться металева дверна ручка.


- Якщо у вас вдома не завалявся вимикач та мідний прут, а також мідні затискачі, то ці деталі необхідно придбати.

- Від мідного дроту відріжте 2 невеликі прутки, які виконуватимуть роль електродів, і закріпіть їх у затискачах.


- Прикрутіть вимикач на задню стінку корпусу апарата.

- Прикрутіть до основи задню стінку та дві стійки, як показано на наступних фото.


- Закріпіть на основі трансформатора.

- Далі, один мережний провід приєднується до первинної обмотки трансформатора. Другий мережний провід приєднується до першої клеми вимикача. Потім потрібно прикріпити провід до другої клеми вимикача та приєднати його до іншого виведення первинки. Але на цьому дроті слід зробити розрив і встановити його переривник, знятий з мікрохвильової печі. Він виконуватиме роль кнопки включення зварювання. Дані дроти мають бути достатньої довжини, щоб її вистачило для розміщення переривника на кінці кліщів.
- Закріпіть на стійках та задній стінці кришку апарата із встановленою ручкою.
- Закріпіть бічні стінки корпусу.

- Тепер можна встановлювати зварювальні кліщі. Спочатку просвердліть на їхніх кінцях по отвору, в які вкручуватимуться шурупи.

- Далі закріпіть на кінці вимикач.

- Вставте кліщі у корпус, попередньо поклавши між ними для вирівнювання квадратний брусок. Просвердліть в кліщах крізь бічні стінки отвору і вставте в них довгі цвяхи, які будуть служити осями.


- На кінцях кліщів закріпіть мідні електроди і вирівняйте так, щоб кінці стрижнів були один навпроти одного.


- Щоб верхній електрод підіймався автоматично, вкрутіть 2 шурупи та закріпіть на них резинку, як показано на наступних фото.


- Увімкніть агрегат, з'єднайте електроди та натисніть кнопку пуску. Ви маєте побачити електричний розряд між мідними стрижнями.

- Для перевірки роботи агрегату можна взяти металеві шайби та зварити їх.


У цьому випадку результат виявився позитивним. Тому створення точкового зварювального апарату вважатимуться закінченим.
Інверторне зварювання - це сучасний пристрій, який користується широкою популярністю завдяки невеликій вазі апарату та його габаритів. Інверторний механізм ґрунтується на застосуванні польових транзисторів та силових перемикачів. Щоб стати власником зварювального апарату, можна відвідати будь-який магазин інструментів і мати таку корисну річ. Але є спосіб набагато економніший, який обумовлений створенням інверторного зварювання своїми руками. Саме другому способу і приділимо увагу в даному матеріалі та розглянемо, як зробити зварювання в домашніх умовах, що для цього знадобиться та як виглядають схеми.
Особливості функціонування інвертора
Зварювальний апарат інверторного типу - це не що інше, як блок живлення, той, який зараз застосовується в сучасних комп'ютерах. На чому ж ґрунтується робота інвертора? В інверторі спостерігається наступна картина перетворення електричної енергії:
2) Струм із постійною синусоїдою перетворюється на змінний з високою частотою.
3) Відбувається зниження значення напруги.
4) Відбувається випрямлення струму із збереженням необхідної частоти.
Список таких перетворень електричної ланцюга необхідний у тому, щоб мати можливість знизити масу апарату та її габаритні розміри. Адже, як відомо, старі зварювальні апарати, принцип яких ґрунтується на зниженні величини напруги та збільшення сили струму на вторинній обмотці трансформатора. Через війну завдяки високому значенню сили струму спостерігається можливість дугового зварювання металів. Для того, щоб сила струму збільшувалася, а напруга знижувалася, на вторинній обмотці зменшується число витків, але при цьому збільшується переріз провідника. В результаті можна помітити, що зварювальний апарат трансформаторного типу має не тільки значні габарити, але і пристойну вагу.
Для вирішення проблеми було запропоновано варіант реалізації зварювального апарату за допомогою інверторної схеми. Принцип інвертора ґрунтується на збільшенні частоти струму до 60 або навіть 80 кГц, тим самим зменшуючи масу та габарити самого пристрою. Все, що знадобилося для реалізації інверторного зварювального апарату, — це збільшити частоту в тисячі разів, що стало можливим завдяки застосуванню польових транзисторів.
Транзистори забезпечують повідомлення між собою із частотою близько 60-80 кГц. На схему живлення транзисторів надходить постійне значення струму, що забезпечується завдяки застосуванню випрямляча. Як випрямляч використовується діодний міст, а вирівнювання значення напруги забезпечують конденсатори.
Змінний струм, який передається після проходження через транзистори на понижувальний трансформатор. Але при цьому як трансформатор використовується в сотні разів зменшена котушка. Чому використовується котушка, оскільки частота струму, яка подається на трансформатор, вже збільшена в 1000 разів завдяки польовим транзисторам. В результаті отримуємо аналогічні дані, як і при роботі трансформаторного зварювання, тільки з великою різницею у вазі та габаритах.
Що потрібно для збирання інвертора
Щоб зібрати самостійно інверторне зварювання, потрібно знати, що схема розраховується, перш за все, на напругу, що споживає, величиною 220 Вольт і струмом на 32 Ампера. Вже після перетворення енергії на виході струм буде збільшений майже у 8 разів і досягатиме 250 ампер. Такого струму достатньо для того, щоб створити міцний шов електродом на відстані до 1 см. Для реалізації блоку живлення інверторного типу потрібно скористатися такими складовими:
1) Трансформатор, що складається з феритного осердя.
2) Обмотка первинного трансформатора зі 100 витками дроту діаметром 0,3 мм.
3) Три вторинних обмотки:
- Внутрішня: 15 витків і діаметром дроту 1 мм;
- Середня: 15 витків і діаметром 0,2 мм;
- Зовнішня: 20 оборотів і діаметром 0,35 мм.
Крім того, щоб зібрати трансформатор, потрібні такі елементи:
- Мідні дроти;
- склотканина;
- Текстоліт;
- Електротехнічна сталь;
- Бавовняний матеріал.
Як виглядає схема інверторного зварювання
Для того, щоб розуміти, що взагалі є зварювальним інверторним апаратом, необхідно розглянути схему, представлену нижче.
Електрична схема інверторного зварювання
Всі ці компоненти необхідно об'єднати і тим самим отримати зварювальний апарат, який буде незамінним помічником під час виконання слюсарних робіт. Нижче наведена принципова схема інверторного зварювання.

Схема блоку живлення інверторного зварювання
Плата, де знаходиться блок живлення апарату, монтується окремо від силової частини. Розділювачем між силовою частиною та блоком живлення виступає металевий лист, приєднаний до корпусу агрегату електрично.
Для керування затворами застосовуються провідники, припаювати які потрібно поблизу транзисторів. Ці провідники з'єднуються між собою парно, а переріз цих провідників не відіграє особливої ролі. Єдине, що важливо враховувати, — це довжина провідників, яка не повинна перевищувати 15 см.
Для людини, яка не знайома з основами електроніки, прочитати таку схему проблематично, не кажучи вже про призначення кожного елемента. Тому якщо у вас немає навичок роботи з електронікою, краще попросити знайомого майстра допомогти розібратися. Ось, наприклад, нижче зображено схему силової частини інверторного зварювального апарату.

Схема силової частини інверторного зварювання
Як зібрати інверторне зварювання: поетапний опис + (Відео)
Для складання інверторного зварювального апарату необхідно виконати такі етапи роботи:
1) Корпус. Як корпус для зварювання рекомендується скористатися старим системником від комп'ютера. Він підходить найкраще, тому що в ньому є необхідна кількість отворів для вентиляції. Можна використовувати стару 10-літрову каністру, в якій можна вирізати отвори та розмістити кулера. Для збільшення міцності конструкції із корпусу системника необхідно розмістити металеві куточки, які закріплюються за допомогою болтових з'єднань.
2) Складання блоку живлення.Важливим елементом блоку живлення є трансформатор. Як основу трансформатора рекомендується скористатися феритом 7х7 або 8х8. Для первинної обмотки трансформатора необхідно здійснити намотування дроту по всій ширині осердя. Така важлива особливість спричиняє поліпшення роботи пристрою у разі перепадів напруги. В якості дроту обов'язково потрібно використовувати мідні дроти марки ПЕВ-2, а у разі відсутності шини дроти з'єднуються в один пучок. Склотканина використовується для ізоляції первинної обмотки. Зверху після шару склотканини необхідно намотати витки проводів, що екранують.

Трансформатор з первинною та вторинною обмотками для створення інверторного зварювання
3) Силова частина. Як силовий блок виступає понижувальний трансформатор. Як осердя для понижуючого трансформатора застосовуються два види сердечників: Ш20х208 2000 нм. Між обома елементами важливо забезпечити зазор, що вирішується шляхом розташування газетного паперу. Для вторинної обмотки трансформатора характерне намотування витків у кілька шарів. На вторинну обмотку трансформатора необхідно укладати три шари дротів, а між ними встановлюються прокладки з фторопласту. Між обмотками важливо розмістити посилений ізоляційний шар, який дозволить уникнути пробою напруги на вторинну обмотку. Необхідно встановити конденсатор напругою щонайменше 1000 Вольт.

Трансформатори для вторинної обмотки від старих телевізорів
Щоб забезпечити циркуляцію повітря між обмотками необхідно залишити повітряний зазор. На феритовому сердечнику збирається трансформатор струму, який входить у ланцюг до плюсової лінії. Сердечник необхідно обмотати термопапером, тому як цей папір найкраще використовувати касову стрічку. Випрямні діоди кріпляться до алюмінієвої пластини радіатора. Виходи цих діодів слід з'єднати неізольованими проводами, переріз яких становить 4 мм.
3) Інверторний блок. Головним призначенням інверторної системи - це перетворення постійного струму на змінний з високою частотою. Для забезпечення підвищення частоти застосовують спеціальні польові транзистори. Адже саме транзистори працюють на відкриття та закриття з високою частотою.
Рекомендується використовувати не один потужний транзистор, а найкраще реалізовувати схему на підставі 2 менш потужних. Це необхідно для того, щоб мати можливість стабілізації частоти струму. У схемі не обійтися і без конденсаторів, які з'єднуються послідовно і дозволяють вирішити такі проблеми:

Інвертор на алюмінієвій пластині
4) Система охолодження. На стінці корпусу слід встановити вентилятори охолодження, а для цього можна використовувати комп'ютерні кулери. Потрібні вони для того, щоб забезпечити охолодження робочих елементів. Чим більше вентиляторів буде використано, тим краще. Зокрема, обов'язково потрібно встановити два вентилятори для обдування вторинного трансформатора. Один кулер буде обдувати радіатор, тим самим не допускаючи перегріву робочих елементів - випрямляючих діодів. Діоди монтуються на радіаторі так, як показано на фото нижче.

Випрямний міст на радіаторі охолодження

Фото терморегулятора
Його рекомендується встановлювати на самому нагрівається елементі. Цей датчик спрацьовуватиме при досягненні критичної температури нагрівання робочого елемента. При його спрацьовуванні вимикатиметься живлення інверторного пристрою.

Потужний вентилятор для охолодження інверторного пристрою
При роботі інверторне зварювання дуже швидко нагрівається, тому наявність двох потужних кулерів є обов'язковою умовою. Ці кулери або вентилятори знаходяться на корпусі пристрою, щоб вони працювали на витяжку повітря.
Надходити свіже повітря в систему завдяки отворам в корпусі пристрою. У системному блоці ці отвори вже є, а якщо ви використовуєте будь-який інший матеріал, не забудьте забезпечити приплив свіжого повітря.
5) Пайка платиє ключовим фактором, оскільки саме на платі ґрунтується вся схема. На платі діоди та транзистори важливо встановлювати на зустрічному напрямку один до одного. Плата монтується безпосередньо між радіаторами охолодження, за допомогою чого з'єднується весь ланцюг електроприладів. Ланцюг живлення розраховується на напругу 300 В. Додаткове розташування конденсаторів ємністю 0,15 мкФ дає можливість скидання надлишкової потужності назад в ланцюг. На виході трансформатора розташовуються конденсатори та снабери, за допомогою яких здійснюється гасіння перенапруг на виході вторинної обмотки.
6) Налаштування та налагодження роботи. Після того, як інверторне зварювання буде зібрано, потрібно провести ще кілька процедур, зокрема налаштувати функціонування агрегату. Для цього слід підключити до ШІМ (широтно-імпульсний модулятор) напругу 15 Вольт і запитати кулер. Додатково входить у ланцюг реле через резистор R11. Реле вмикається в ланцюг для того, щоб уникнути стрибків напруги в мережі 220 В. Обов'язково важливо провести контроль за включенням реле, після чого подати живлення на ШІМ. В результаті має спостерігатися картина, за якої мають зникнути прямокутні ділянки на діаграмі ШІМ.

Влаштування саморобного інвертора з описом елементів
Судити про правильність з'єднання схеми можна, якщо під час налаштування реле видає 150 мА. Якщо ж спостерігається слабкий сигнал, це говорить про неправильність з'єднання плати. Можливо, є пробою однієї з обмоток, тому для усунення перешкод потрібно укоротити всі електропроводи, що живлять.

Інверторне зварювання в корпусі системного блоку від комп'ютера
Перевірка працездатності пристрою
Після проведення всіх складальних і налагоджувальних робіт залишається тільки провести перевірку працездатності зварювального апарату, що вийшов. Для цього запитується прилад від електромережі 220, потім задається високі показники сили струму і по осцилографу здійснюється звіряння показань. У нижній петлі напруга має бути в межах 500 В, але не більше 550 В. Якщо все виконано правильно зі суворим підбором електроніки, тоді показник напруги не перевищить значення 350 В.
Отже, тепер можна перевірити зварювання в дії, для чого використовуємо необхідні електроди та здійснюємо розкроювання шва до повного вигоряння електрода. Після цього важливо проконтролювати температуру трансформатора. Якщо трансформатор просто закипає, тоді схема має свої недоліки і краще не продовжувати робочий процес.
Після розкроювання 2-3 швів радіатори нагріються до високої температури, тому після цього важливо дати можливість охолонути. Для цього достатньо 2-3 хвилинної паузи, внаслідок чого температура знизиться до оптимального значення.

Перевірка зварювального апарату
Як користуватися саморобним апаратом
Після включення в ланцюг саморобного апарату, контролер в автоматичному режимі встановить певну силу струму. При напрузі дроту менше 100 Вольт, це говорить про несправності пристрою. Прийде розібрати апарат і знову повторно провести перевірку правильності складання.
За допомогою такого виду зварювальних апаратів можна здійснювати спайку не лише чорних, а й кольорових металів. Для того щоб зібрати зварювальний апарат, знадобиться не тільки володіння основами електротехніки, а й вільний час для реалізації задуму.
Інверторне зварювання - незамінна річ у гаражі у будь-якого господаря, тому якщо ви ще не придбали такий інструмент, то ви можете зробити його самостійно.
Якщо у вас є необхідний слюсарний та електромонтажний інструмент (нижче ми про нього докладно розповімо), і ви маєте відповідні професійні навички, то цілком зможете виготовитизварювальний трансформатор власноруч.
Витрати у вас, звичайно, будуть, але незрівнянно менші, порівняно з витратами на придбання гаджета заводського виготовлення. Зате скільки ви отримаєте задоволення в процесі улюбленої роботи зі створення саморобки. А захоплення, в момент успішного початку електрозварювання, взагалі ні з чим не порівняємо!
Ми в статті дамо вам масу корисних порад на вибір, розрахунок та виготовленнязварювального трансформатора (далі – СТ), чим допоможемо оптимізувати витрати та зберегти бюджет.
Правильно виготовлений своїми руками апарат — ні чим не гірший за заводський.
У статті буде розказано про два типи зварювальних трансформаторів. Для зварювань:
- дуговий;
- контактної.
Зварювальний трансформатор своїми руками: що нам знадобиться
Асортимент інструменту та обладнання для виготовлення та складання обох типів СТ ідентичний. Нам буде потрібно таке:
- індикатор електричної напруги. Для контролю відсутності останнього на електричних контактах та забезпечення, тим самим, безпеки при виконанні електромонтажних робіт;
- УШМ(вона ж «болгарка», «вжик-машинка» тощо) з набором дисків (відрізних, шліфувальних тощо);
- електродрильз набором свердел по металу та керном;
- тестер або вольтметрзмінного струму з межею вимірів 400 В;
- будь-яка малюнок». Застосовується під час розмітки по металу;
- слюсарні струбцини. Для фіксації деталей під час розмітки «за місцем»;
- набір електрослюсарного інструменту. Конкретний склад набору залежить від матеріалів, які застосовуватимуться під час виготовлення СТ. У загальному випадку він такий:
- укомплектований електропаяльник. Пайку виконуватимемо припоєм ПОС-40;
- викрутки (різного розміру з прямим та хрестоподібним шліцом);
- ключі:
- гайкові;
- накидні;
- торцеві;
- пасатижі, бокорізи і т. д. із ізольованими ручками;
- набір напилків.
Усі роботи зручніше виконувати на слюсарному верстаті з електроізоляційним покриттям, обладнаним слюсарними лещатами.
Для виготовлення СТ необхідні комплектуючі та матеріали, що відрізняються між собою залежно від типу трансформатора. У випадку необхідно наступне:
- захисний кожух. Повинен забезпечувати:
- захист від ураження електричним струмом;
- виключати можливість потрапляння будь-яких предметів усередину гаджета;
- магнітопровід. Забезпечує потужний електромагнітний потік, що індукує в обмотках електрорушійну силу (далі – ЕРС);
- провід та дріт. Необхідні для монтажу обмоток;
- каркаси котушок. Там намотуються обмотки;
- контактні колодки. Потужна контактна колодка із затискачами для зварювальних проводів, дрібні колодки – для електромонтажу схеми;
- комутатори (перемикачі). Здійснюють комутацію секцій обмоток при доборі величини зварювального струму;
- матеріал для міжвіткової ізоляції. Зменшує можливість електричного пробою ізоляції обмоток;
- кріпильні вироби (болти, гвинти, гайки, шайби тощо). Вони необхідні монтажу гаджета під час здійснення складальних робіт;
- ізоляційна стрічка(Типу Х / Б).
Важливо: ізоляційну стрічку «ПХВ» не можна застосовувати, тому що при нагріванні вона руйнується.
Саморобний зварювальний трансформатор для дугового зварювання
Перш ніж приступати до подальшої роботи з виготовлення СТ, слід вирішити: що саме ви створюватимете. Вам необхідно:
- вибрати конструкцію та електричну принципову схему майбутнього пристрою;
- зробити електричний і, за потреби, конструктивний розрахунок його параметрів.
Тільки після цього слід підбирати необхідну комплектацію, матеріали та готувати, при необхідності, спеціальний інструмент.
Як розрахувати зварювальний трансформатор. Схема
Питання, як розрахувати зварювальний трансформатор саморобний, дуже специфічне, тому що він не відповідають типовим схемам та загальноприйнятим правилам. Справа в тому, що при виготовленні саморобок параметри їх компонентів «підганяються» під комплектуючі, що вже є в наявності (в основному — під магнітопровід). Більше того, часто трапляється, що:
- трансформатори збираються не з найкращого трансформаторного заліза;
- обмотки намотуються не найкращим проводом і багато інших негативних факторів.
В результаті, саморобки гріються і «гудуть» (пластини осердя вібрують із частотою електромережі: 50 Гц), але при цьому «роблять свою справу» — зварюють метал.
За формою сердечників розрізняють трансформатори таких основних типів:
- стрижневий;
- броньової.
Пояснення до малюнка:
- а – броньовий;
- б - стрижневий.
Трансформатори стрижневоготипу, порівняно з трансформаторами броньовоготипу, допускають великі густини струмів в обмотках. Завдяки цьому вони мають вищий ККД, але й трудомісткість їх виготовлення значно вища. Проте їх використовують частіше.
На стрижневому осерді застосовують схеми обмоток, наведені малюнку.
Пояснення до малюнка:
- а – мережева обмотка на двох сторонах сердечника;
- б - відповідна їй вторинна (зварювальна) обмотка, включена зустрічно-паралельно;
- в – мережева обмотка однією стороні сердечника;
- г - відповідна їй вторинна обмотка, включена послідовно.
Наприклад виконаємо розрахунок СТ зібраного за схемою «в» - «г». Його вторинна обмотка і двох рівних частин (половинок). Вони розташовані на протилежних плечах магнітопроводу, а між собою з'єднані послідовно. Розрахунки полягають у визначенні теоретичних та виборі дійсних розмірів магнітопроводу.
Визначаємось із потужністю СТ (за величиною струму у вторинній обмотці) з наступних міркувань. Для електрозварювання в побуті найчастіше використовуються покриті електроди Ø, мм: 2, 3, 4. Вибираємо «золоту середину» для самих ходових – 120…130 А. Потужність СТ визначається за формулою:
P = Uх.х. × Ісв. × cos(φ) / η, де:
- Uх.х. - Напруга холостого ходу;
- Ісв. - Струм зварювання;
- φ - кут зсуву фаз між напругою та струмом. Приймаємо: cos(φ) = 0,8;
- η - ККД. Для саморобних СТ: ККД = 0,7.
Якщо зробити розрахунок магнітопроводу за довідником, його перетин для обраного струму дорівнює 28 кв.см. На практиці, переріз магнітопроводу для тієї ж потужності може змінюватись в межах: 25…60 кв.см.
Для кожного перерізу необхідно визначити (довідник) кількість витків первинної обмотки для забезпечення на виході заданої потужності. Ми лише зауважимо, що чим більша площа перерізу магнітопроводу (S), тим менше знадобиться витків обох котушок. Це істотний момент, тому що велика кількість витків може не поміститися у вікно магнітопроводу.
Можливе використання магнітопроводу старого трансформатора (наприклад, від мікрохвильової печі, звичайно, після його реконструкції – заміни вторинної обмотки).
Якщо у вас немає старого трансформатора, то слід придбати трансформаторне залізо, з якого ви виготовите сердечник СТ.
Пояснення до малюнка:
- а – пластини Г-подібної форми;
- б – пластини П-подібної форми;
- в – пластини зі смуг трансформаторної сталі;
- c та d – розміри «вікна», см;
- S = a х b – площа поперечного перерізу сердечника (ярма), кв.
Розрахунок кількості витків первинних обмоток при напрузі живлення мережі 220...240 В, вибраних нами струмах зварювання та параметрах магнітопроводу можна зробити за такими формулами:
N1 = 7440 × U1 / (Sіз × I2). Для обмоток одному плечі (по половині обмотки друг на іншому, з'єднані послідовно);
N1 = 4960 × U1/(Sіз × I2). Обмотки рознесені різні плечі.
Умовні позначення в обох формулах:
- U1 – напруга джерела живлення;
- N1 - кількість витків первинної обмотки;
- Sіз - перетин магнітопроводу (кв.см);
- I2 - заданий зварювальний струм вторинної обмотки (А).
Вихідна напруга вторинної обмотки СТ як холостого ходу у саморобних зварювальних трансформаторів перебуває, зазвичай, не більше 45…50В. За такою формулою можна визначити її кількість витків:
U1/U2 = N1/N2.
Для зручності підбору сили зварювального струму на обмотках роблять відводи.
Намотування зварювального трансформатора та монтаж
Для первинної обмотки трансформатора застосовується спеціальний термостійкий мідний провід, що має бавовняну або склотканинну ізоляцію.
З урахуванням обраної вище потужності електричний струм у первинній обмотці може досягати 25 А. Виходячи з цих міркувань, первинну обмотку СТ слід намотувати дротом, що має переріз ≥ 5...6 кв.мм. Це, крім іншого, істотно збільшить надійність СТ.
Вторинна обмотка виконується мідним дротом, переріз якого: 30...35 кв.мм. Особливу увагу слід приділити вибору ізоляції дроту вторинної обмотки, оскільки по ній протікає великий струм зварювання. Вона має бути дуже надійною – особливу увагу слід приділити теплостійкості.
При монтажі обмоток зверніть увагу на таке:
- намотування проводиться в одному напрямку;
- між рядами обмоток прокладається ізолюючий шар додаткової ізоляції (рекомендуємо – бавовняної).
Зібраний СТ слід помістити у захисний кожух з отворами для вентиляції.
Відео
Подивіться, як було реалізовано завдання збирання апарату:
Контактне зварювання своїми руками із зварювального трансформатора
Контактне зварювання створює зварне з'єднання деталей за рахунок наступних одночасних впливів на них:
- нагрівання області їх зіткнення електричним струмом, що проходить через нього;
- до зони з'єднання прикладається стискаюче зусилля.
Існує три види контактного зварювання:
- точкова;
- стикова;
- шовні.
Ми розповімо про саморобний СТ для найпопулярнішого: точкового контактного зварювання (для двох інших потрібне дуже складне обладнання).
Пояснення до малюнка:
1 – електроди, що підводять зварювальний струм із виробами, що зварюються;
2 – вироби, що зварюються, з нахльостковим з'єднанням;
3 – зварювальний трансформатор.
Для здійснення контактного зварювання, залежно від товщини і теплопровідності матеріалів деталей, що зварюються, вибираються наступні значення її основних параметрів:
- електрична напруга в силовій (зварювальної ланцюга), В: 1 ... 10;
- величина зварювального струму (амплітуда зварювального імпульсу), А: ≥ 1000;
- час нагріву (проходження імпульсу зварювального струму), сік: 0,01...3,0;
Крім того, мають бути забезпечені:
- незначна зона розплавлення;
- значне стискаюче зусилля, що додається до місця зварювання.
Схема та розрахунок
Розрахунок СТ контактного зварювання виконується за тим самим алгоритмом, що й для дугової (дивися вище). При виборі даних із довідника (сила струму та напруга вторинної обмотки для точкового зварювання обраної марки металу заданої товщини), слід враховувати, що сила струму вторинної обмотки для таких трансформаторів близько 1000…5000 А. Вторинна обмотка розрахована, як правило, на одиниці є всього кілька витків (буває, що, один) товстого дроту. Тому для регулювання зварювального струму рекомендується наступна схема первинної обмотки трансформатора.
Найчастіше, у процесі експлуатації саморобок, з'ясовується, що не вистачає потужності СТ. У цьому випадку можливе підключення другого трансформатора відповідно до запропонованої схеми.
Намотування та монтаж
Ці операції виконуються за тими ж основними правилами та з дотриманням вимог, що й для СТ дугового зварювання. З особливою ретельністю слід закріпити витки вторинної обмотки. Для цього можна використовувати її висновки, пропустивши в термостійкому ізоляторі.
Як електроди застосовуються мідні стрижні.
Потрібно враховуватиЩо більше буде діаметр електрода, тим краще. У жодному разі не допустимо, щоб діаметр електрода був меншим за діаметр дроту. Для малопотужних СТ можна використовувати жала від сильних паяльників.
У процесі експлуатації слідкуйте за станом витратних матеріалів: електроди необхідно періодично підточувати - інакше вони втрачають форму. Згодом вони сточуються повністю та вимагають заміни.
:- зварювальнику необхідно стояти на гумовому килимку;
- на руках робітника мають бути гумові рукавички;
- зварювальна маска не обов'язкова, але на обличчі мають бути захисні окуляри.
Висновки
Ми дали вам достатньо інформації для того, щоб зробити саморобний зварювальний трансформатор:
- дугового зварювання;
- контактного зварювання.